
原标题:【成形工艺】住友STAF热汽胀形解析
为了获得较大的刚度需要有一个较大的空腔,诸如汽车的A柱,需要设计一个封闭的截面来满足性能要求。传统的冷冲压或热成形A柱是通过两个带有焊接边(法兰)来扣合焊接在一起来完成的;先进的内高压成形虽然可以获得封闭的完整截面,但其无法保证在需要法兰面(比如门洞密封条的夹持边)设计特征。于是,住友开发出了STAF热汽胀形工艺巧妙的解决了这一问题。那么,SATF是如何实现的呢,它的效果怎么样呢?今天就让纽北跟大家一起来看看。
工艺简介
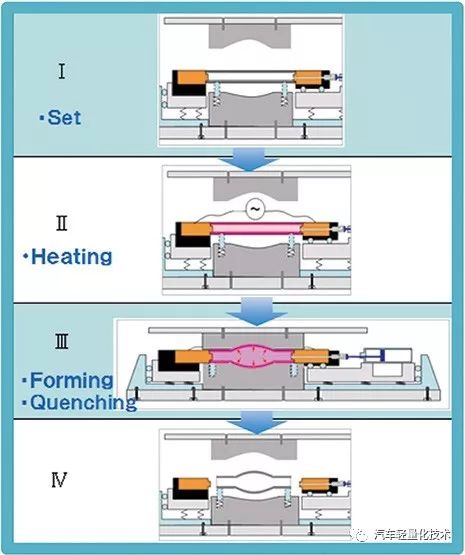
STAF(Steel Tube AirForming)中文暂且称之为热汽胀形,是一种新的“钢管空气成形”工艺,是指在压力机模具中设置钢管并经过“通电加热→高压空气喷射→成型→硬化”过程,最终获得封闭带法兰凸缘的零件。其工艺简图如图1所示。

图1 STAF工艺简图
通过此工艺,可以使得零件本体和 “法兰”整体成形成为可能,而法兰是零件本体装配所必需的部件,此凸缘是整体模制的。制造得到的零件与传统的内外板扣合焊接之间的断面无异,意味着如果改车无需重新设计。图2是几个STAF零件的断面展示。

图2 STAF零件断面
工艺流程
上面介绍到,STAF需要在模具内利用气体使空心管成形,其利用的也是加热加压冷却淬火的工艺,SATF也可以算是一种热成形的新技术。除了钢管的预成型和放料外,还包含以下三个步骤。
1 通电加热
在模具上设置钢管后,通过电阻电流加热金属。这样,管子在10秒内加热到900°C左右(温度视材料而定)。电阻加热时,左右电极对管具有相同的接触面积,使接触比板料更加稳定,从而对材料进行均匀加热。

图3 工序通电加热示意
2 法兰成形
经过电阻加热后,调整模具关闭位置(处于半开状态),并向该区域提供高压空气(第一次吹气)。然后,模具被关闭,而半开的部分被轻微地展开,形成法兰。

图4 工序法兰成形示意
3 成型淬火
在关闭模具后,向吹塑区提供更多的高压空气(第二次吹气),使主体的形状与模具的内表面形状相似。由于材料与金属模具紧密相连,因此可以快速冷却,使其具有大约1500 MPa的高抗拉强度。

图5 工序模具淬火示意
STAF工艺的精髓在于先后进行了2次高压空气的注入,第一次是在不完全锁模的情况下进行,利用热胀冷缩原理使凸缘部分成型。然后,为了使管体部分更贴合模具内面的形状,继续增加高压空气,进行喷射或者说吹塑成型。最后,材料在紧贴模具后,快速冷却并淬火,形成强度高于1500MPa的零件。(本段源自易车)
完成以上工序后,对零件的两端进行切断或激光开孔等后续工作。最终得到我们想要的封闭带法兰的高强零部件。
工艺特点
做为一种特殊的热成形工艺,STAF具有以下优势:
1 减重效果显著
考虑到超高强度材料的连续闭合截面结构,它可以制成高强度、高刚性的构件。因此,可以减少管的厚度。在相同的强度参数下,如果STAF生产系统取代传统的汽车零部件生产方法,其总重量将减少约30%。

图6 采用STAF工艺效益对比
2 降低成本
STAF生产系统消除了板料冲压成形所需的废料和边角料。此外,成形后只需进行端部切割,可使成品率提高到90%左右。同时,考虑到法兰已经与管件一起形成,所需部件的数量可以减少,从而大大降低了整体生产成本。

图7 STAF零件展示
3 简化生产过程
(低投资成本/节省空间)
在用板料形成封闭截面结构构件时,需要五台机器进行冲裁、加热、冲压、修边和焊接。另一方面,STAF系统将加热和压制过程结合在一起,在预成形后和结束切割之前完成一步。因此,只需要三台机器,这就意味着可以简化生产过程。

图8 STAF生产过程示意
4 生产效率高
与热成形、冷冲压等工艺相比,形成一个封闭的横截面结构,STAF工艺可以通过消除加热和焊接将工序数量减少到两个。从而减少中间步骤,提高生产效率。

图9 STAF与传统热成形工序对比
案例分析
为了评价STAF工艺的效果,住友重工用原有的工艺试制了完全一致截面形状的部件,并对性能进行测试,结果STAF工艺生产的零件同样满足了强度和刚度的要求。

图10 STAF与传统工序对比
1 用于A柱
鉴于STAF成形工艺的种种优势,其用在汽车A柱上,取代传统的冷冲或热成形工艺制作的A柱是最好的案例了。

图11 SATF用于汽车A柱
首先,A柱位于门洞附近,需要有法兰凸缘给门框条的安装空间,其次,A柱也是车身主框架零件,需要有较高的强度和刚度,这就让STAF工艺的作用发挥的淋漓尽致。

图12 SATF用于汽车A柱-上部接头

图13 SATF用于汽车A柱-下部接头
2 用于电池托盘
电池托盘是保护新能源汽车电池的重要部件,需要满足挤压、穿刺等测试,对强度要求较高。通过对框架和构件采用STAF构件,可以在满足托盘承重和性能的前提下降低成本(我想它主要的节省了部分连接成本)。

图14 SATF用于电池托盘
以下是一个采用STAF作为电动汽车中的电池托盘横梁的例子,利用此工艺,可以自由改变截面形状来满足设计性能。

图15 SATF用于电池托盘横梁

图16 SATF用于电池托盘横梁实物
3 其他部位
目前,住友正在加大对STAF工艺的研究力度,除了A柱和电池托盘,其他可能应用的部位如图17所示。我想图2所示的几个零件截面可能就是这些零件吧。

图17 SATF用于电池托盘
总结
本文对住友正在研究开发的STAF热汽胀形工艺做了一个简单的介绍,虽然只介绍了其优势,但缺点还是有的,比如开孔、备焊标准件以及与周边零件的搭接问题等。
工艺是个好工艺,为的就是要取人之长补己之短,你觉得呢。
·end·
—如果喜欢,快分享给你的朋友们吧—
我们一起愉快的玩耍吧