

原标题:【连接技术】钢铝连接技术哪家强(中篇)—SPR、FDS、RSWA工艺横评
上篇的内容,我们简单谈谈钢铝车身有多少,有哪些主流连接技术,并简单介绍下成本。那么,这些连接技术都有哪些约束条件呢,这几个连接技术中,哪个将成为钢铝混合连接的趋势性技术呢?今天就让我们一起来看看吧。
工艺约束条件
目前的工艺水平而言,SPR、FDS及RSWA这三种连接技术的设备连接兼容性较差,比如ES8前期规划的SPR焊枪多达134套,FDS设备多达32套,而RSWA也接近50套,此三种工艺为ES8车身的主要连接工艺。

图1 蔚来ES8连接技术
1 SPR自冲铆
自冲铆连接的工艺过程包括四个阶段:夹紧→冲裁→扩张→冲铆。从它的工艺过程不难看出,这是一个双面的工艺,目前最常用的钉子是φ3mm和φ5mm两种直径规格。
SPR冲铆完成后会在钣金的表面形成一个纽扣形状的结合部,根据规格不同,纽扣的大小和高度大致如图2所示。

图2 SPR自冲铆后纽扣的尺寸
φ3mm铆钉一般用的铆鼻直径至少为16mm,φ5mm铆钉一般用的铆鼻直径为18mm。再算上一些钣金件原有的误差及机器人操作所带来的必不可少的误差,一般要求φ3mm的SPR保证有21mm的搭接边,φ5mm的SPR保证有23mm的搭接边,如图3所示。

图3 SPR铆钉对搭接边尺寸的要求
除此之外,我们可能还会关注SPR铆接的边缘尺寸,一般要求φ3mm的SPR边缘至少有6mm的宽度,φ5mm的SPR边缘至少有8mm的宽度。也有人将这个规律总结为边缘尺寸=2*铆钉直径,如图4。

图4 铆钉据边缘的尺寸
图片来自亨罗布
2 FDS流钻螺钉
流钻螺钉的工艺过程包括六个阶段:旋转(加热)→穿透→通孔→攻螺纹→拧螺纹→紧固。这是一个单面连接工艺,目前最常用的钉子是M5*20和M5*22这两种规格,据称有M5和M6系列,最近还有M4系列被开发出来。奥迪A8-D4一共使用了632个FDS螺钉(D5使用量为885个)来连接车身,图5中的螺钉为M5*20规格。

图5 奥迪A8-D4使用FDS
由于FDS在实质上是一种自攻螺丝,要求与钣金进行螺接,故FDS对平面的平面度有一定的要求,目前主要用于平面与平面的连接。
FDS又名热融自攻丝,其原理确实是通过高速旋转将高强钢、铝合金等金属加热到了熔融状态,当材料强度高于某个级别时,就实现不了了,此时会要求在上层板件中开预制孔。强度低于350MPa时无需预制孔的最大总厚度为2mm,350-600MPa时无需预制孔的总厚度为1.5mm,大于600MPa总厚度应小于1.0mm才无需预制孔,如图6所示。

图6 FDS预制孔与材料强度的关系
图片来自毅结特
由于采用了一个实心的钉子,其工艺完成后,铆钉正反面均有较大的凸起保留。钉头部分大约有2-5mm的凸起,钉子腿部的长度有接近10mm左右,据称宝马为了不让这个突出的尾部影响空腔的声音模态,将FDS的钉子尾部部分做了切除,足见尾部的凸起长度是挺长的,这就导致FDS设计时要求空腔足够大,不同方向的钉子也要注意防止干涉。

图7 宝马8系前纵梁内外露的FDS钉
3 RSWA铝点焊
点焊我们再熟悉不过了,但对于铝点焊,目前只能用于连接铝板与铝板。若需连接铝型材,可以选择FDS;若想连接钢与铝,可以选用EJOWELD摩擦塞铆焊,将钉子作为一个钢件并与下层的钢焊接。

图8 铝点焊用于铝板的焊接
产品设计时,需要满足铝点焊的加工空间要求,有足够的翻边和空间,以方便焊枪的操作。

图9 铝点焊空间示意
图片来自江淮吴青云
铝点焊需要采用大端面的电极,同时考虑到电极压力,电极不能有超过5°以上的夹角,同时也保证了对中性。

图10 铝点焊的电极对中性要求
图片来自森德莱
工艺选择规范
SPR、FDS及铝点焊是目前钢铝混合车身连接最热门的三种工艺(除了胶接这种万能连接之外,胶这个东西比较悬,很难标准化),上篇中有介绍,SPR及RSWA应用于机盖的连接。对于是自冲铆或者是铝点焊,纽北觉得都可以,SPR的强度肯定比点焊的高,但也较贵。显然铝点焊只能用于机盖的加强板也是铝板,若加强板是钢制的,那就只能SPR了。
1 SPR自冲铆
铆钉的选型,是一个技术活!目前能确定的是:φ3用于2层总厚小于4mm;φ5用于2层或多层总厚小于10-14mm。

图11 SPR铆钉选型方法
材料组合来说的话,SPR连接的板材上层要求刺破,下层要求不破并弯曲形成纽扣。所以建议SPR钉子设计时从薄到厚、从硬到软、从钢到铝,并且要求薄板厚度不低于总厚1/3,底层材料的延伸率大于12%(底层最薄铝1.0钢0.8)。(如果一样厚度的铝板与铝板,这就很不好抉择了,所以建议不要用来连接一样厚度的铝板)
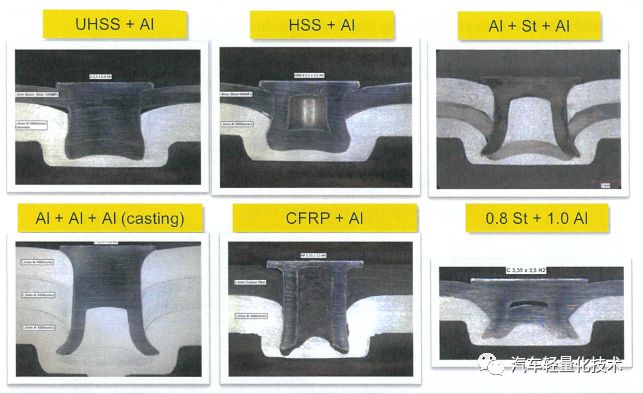
图12 各种SPR铆接案例
2 FDS流钻螺钉
流钻螺钉,这是个单面工艺。目前可见的或者说量产的,会采用FDS的场合都是用来连接封闭的型材。对于前纵梁这么大的空腔,问题不大,若是对于一些狭窄的区域或中部带有大量加强筋的部位,FDS就比较容易干涉了。

图13 FDS应用范围
FDS一般都涂胶,若有预开孔,涂胶需避开开孔位置至少15mm以上。FDS的螺接对板材的搭接方向也遵循“上薄下厚”、板材强度“上弱下强”的原则;FDS要求搭接边的宽度大于20mm以上,避免打偏或搭接边的变形过大。
3 RSWA铝点焊
铝点焊的设计规则与钢点焊类似,需注意的是要保证焊接面的平整性及焊枪焊接时的对中性与垂直。焊接后最重要的是焊接的焊核尺寸,如图14为部分推荐的焊核尺寸。

图14 铝点焊推荐的焊核尺寸
总结
在众多的钢铝车身连接技术中,SPR、FDS和RSWA是最有潜力的三种连接方式。SPR可用于连接不同的材料,FDS可用力连接封闭截面的型材和铝铸件,RSWA可低成本的完成铝板的连接工作。
中篇的内容,我们详细对比了三种主要的钢铝连接技术,看清了SPR、FDS和RSWA不同的工艺限制和最主要的设计要点。关于连接技术的大汇总也已完成近半,下篇将会对比各种连接的数量。
---END---
猜你喜欢的文章
► 【连接技术】钢铝连接技术哪家强(上篇)
► 【连接技术】SPR自冲铆
► 【连接技术】FDS流钻螺钉
► 【连接技术】RSWA铝点焊