
厚度≤2mm的板一般称之为薄板,现在绝大部分已经被氩弧焊及气保焊所代替,只是在少数情况下采用焊条电弧焊。在生产中常见的薄板焊接工艺方法有对接平焊和平角焊,如下图。
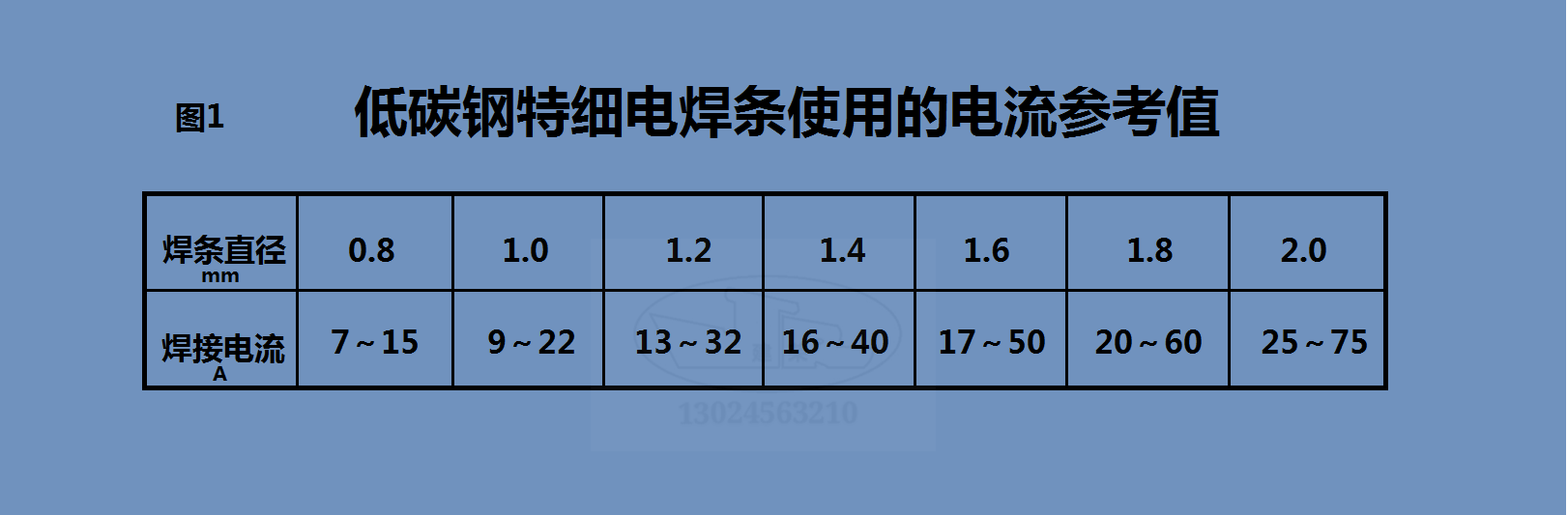
总的来说,板越薄,所用的焊条就越细;但也有个度,实际焊接作业中厚度小于0.5mm的材料很难用电焊条焊接。薄板焊接的难点是烧穿、变形和成形不良。至于0.8~1.5mm厚的薄壁板一般采用的方法除了氩弧焊和细丝气保焊,还可以用古老的风焊。若用焊条电弧焊焊接,则采用特细电焊条施焊,具体焊条规格及参考电流值见图1。

对于厚度在1.5~2.0mm薄壁材料,则采用焊条电弧焊相对多一些,操作比特细电焊条焊接容易一些,但也要掌握一定技能才能焊好。具体薄板焊接参考值见图2。

各种接头的焊接要点是这样的:
T形接头平角焊,焊接时应采用短弧和快速直线运条法。运条过程中,发现有混渣现象,可拉长电弧做向后推送熔渣动作,以防产生夹渣等缺陷。施焊时若发现熔池温度过高将要塌陷时,应立即灭弧或跳弧,使温度降低,然后再进行正常焊接,防止烧穿现象发生。另外,为了减少焊接变形,可采用分段跳焊法或分段退焊法进行焊接。
搭接接头平角焊,其焊接方法与T形接头基本相似。但是焊接过程中,搭接的钢板边缘容易鼓起,发现后要及时修复,然后再焊接。焊接时要注意将接缝处的钢板边缘整齐地熔化掉,防止产生咬边和焊脚不齐等缺陷。
对接平焊,对接平焊的角度要正确,与焊缝前进方向成45~70°,与薄板平面成90°。在焊接过程中,发现定位焊缝开裂或焊件变形而错边量增大时,应停止焊接,用锤子进行修复,并将定位焊牢固后再继续焊接。对可移动的焊件,最好将其倾斜15~20°,采用下坡焊,以提高焊接速度和减少焊接变形。
