
原标题:浅谈流线化与批量化生产的区别
全文总计5199字,需阅读11分钟,以下为今天的益者原创:
这是此次连载系列的第2篇:
大家都知道批量生产会降低公司的生产成本,同时批量生产还存在以下的优点,比如可以减少换产的次数,降低时间、人工的浪费等等。
但是往往大家看不到批量生产存在的问题,尤其是批量生产前、后占用的资金、库存、原料储备等一系列的压力。
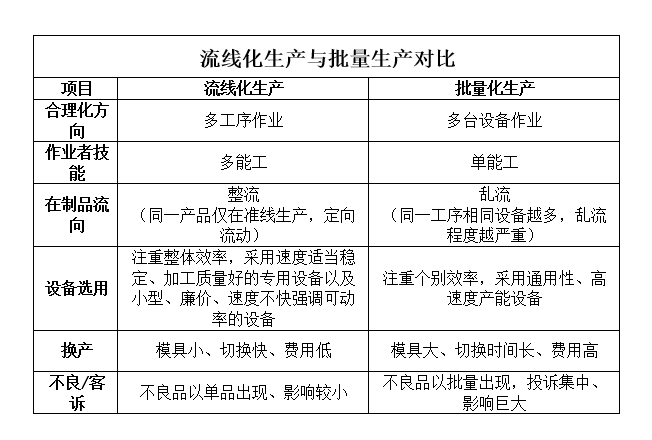
首先用一个表格简单的进行比较,让大家更加直观的看到差异,并从中找到适合自己公司的生产加工方式。
区别对比图:

现在国内大部分休闲食品行业已经开始慢慢由劳动密集型手工作业向自动换进行变革,但是为了能够大批量产出同一产品或因为公司品项单一的原因,
在选用生产方式或设备时还是局限性很大(饮品/奶品类自动化程度较高除外),同时对单一设备及固定品项的设备定制量很高,但是这对工厂后期变更品项和规格带来了局限性。
虽然说由劳动密集型企业在转型到自动化生产企业的过程是很痛苦的,但是在国内劳动力价格不断提升和用工资源不均衡的大环境下,转型是必然的也是紧急的。
下面我会根据表格的列举分别谈谈我的看法和一些案例,供大家参考。
01
合理化方向
1.流线化生产的多工序作业
流线化从字面上理解就是将流程一条线的排列方式进行标准化生产,流线化生产又被称为“一个流”式生产。
所谓的流线化生产,就是将作业场地、人员、设备、工器具等进行合理的布置,使产品从原料投入到成品产出的整个加工过程中,始终处于不停滞、不堆积、不超越的一种流动的生产状态。
流线化生产主要的意义在于可以有效的缩减在制品的生产时间、降低不良品的产出、减少现场混乱增大空间、减少人员使用(包括生产人员、检验人员等)、降低产品污染风险等。
流线化生产的作业方式应该是,每道工序完成产品加工后立即流入下一工序,工序之间在制品数量不超过紧前一工序的装夹数量,
在制品的运动是不间断、不超越、不落地的,生产工序、检验工序和运输工序合为一体,只有合格品才允许放行到下到工序。
流线化的多工序是只多道工序在同水平条件下的组合式生产。
案例分享(1)
话说小明有一天不舒服,进入到医院进行检查,首先去到服务台询问了一下自己病症去看那个科室的医生,服务人员很礼貌的进行了回复并告知要去挂号处进行挂号办卡。
小明挂号后进入了第一个科室,医生很礼貌的进行了询问并在电脑前进行了一系列的操作后,告知小明去交钱做检查,小明来到交钱处完成交钱后去进行了检查。
检查结果出来后小明去找医生看结果,医生看完后说,我给你联系一下你去某某科室在做个某某检查吧,然后一个电话就打出去了,小明这个时候被安排到另外一个科室了。
去到科室后医生同样重复上一位医生的做法,继续交钱、检查、看结果。
等小明在医院通过多次的排队、多次交钱以及一个科室一个科室检查后得到一个确切的诊断结果,严重病毒性流感,建议小明住院观察治疗。
以上这个案例你可以把排队等待=自制品的呆滞、检查=在制品的检验、交钱=检验通知、挂号=原料投入、看结果=复检
通过这个案例大家可很切实的体会到不能连贯的生产是对效率、时间有多大的影响。
案例分享(2)
我以前在国内大型饮品上市公司做过生产管理,我认为现在快消品/休闲食品等行业中,饮品类的生产流程最符合流线化的生产。
我给大家讲一下饮品生产的过程,让大家了解一下。
饮品生产的流程:原料投入—配料—(均质)灭菌—灌装—贴标/盖—装箱—码垛—入库。
饮品工厂整体厂房的设计中只有冷藏仓库会单独区域。
而饮品整个生产过程中只有原料投入是必须要由叉车将原料从仓库内送至车间,然后从原料投入配料罐内以后到灌装的整个过程均由管道进行传输,此过程包括灭菌工序。
灌装后的产品通过一系列的传送设备到了最终的码垛或者立体仓库直接入库,而在这一系列的传送过程中完成了贴标/贴盖、装箱、日期喷印、码垛的所有过程。
饮料的整个生产过程完全实现了产品的不呆滞、不超越、不落地、不停滞的流动生产。
通过产前检验、过程在线检验、成品检验,完成了整个生产流的检验过程,大大降低了检验所浪费的时间,同时实现了产能、效率的最大化,也确保了产品的安全和质量统一。
通过以上两个案例,大家应该很切实的体会到流线化生产的对产品、效率、质量等各方面的提升是非常巨大的。
所以各公司应该合理的布置自己产品的工艺路线和设备布置。
2.批量生产的多设备作业
从字面的意思上批量生产就是单一产品同时间、同地点的进行同批次的大量生产或是同一岗位多台设备同时作业,产出同一规格、同一批次的在制品。
在国内大部分的机加工行业、休闲食品的劳动密集型加工厂及小作坊产业中大部分还是采用批量生产中多设备操作加工的方式来完成生产。
此生产方式虽然也能够实现产品大量的加工,但是存在这很多的风险。
案例分享(3)
讲述一个国内很多机加工行业存在的现象,机加工行业的朋友们也可以对比案例看一下自己公司内部是不是也是这样的。
话说某一家公司的机加工车间正在火热朝天的进行产品加工,而车间内又存在很多不同的设备,每种设备分为一个工序。
每个工序都有好多台设备、而每台设备周边都会有摆放的待用物料、待检制品。当生产到一定时间后检验人员出现了,对这一批待检品进行了检验,检验后的成品需要入库,这时候仓库管理员出现了,进行点数入库。
这时后续工序的加工人员来仓库提料了,仓库管理人员又按单进行点数出库,加工人员带回去进行加工,加工完成后,检验人员、仓库管理人员又重复进行了一遍动作。
此动作重复一直循环到成品出库才会截止。每一个产成品在加工过程中会出现N多次的检验、入库、出库等动作。
以上这个循环的动作,最初的由来是机加工刚成立时,给予以下两个方面造就的。
1)岗位/工序划分清楚,能够实现多劳多得的记工方式
2)公司对每一个岗位形成了一个管理单位,认为能够管理更加方便。
其实不然,过多的循环使在制品在每个岗位都会出现等待、加工、检验、入库等几个动作,严重增加了公司的管理成本、浪费加工时间、浪费人力物力,无法实现产品的快速生产。
个人的观念认为,机加工行业在服务其他行业的同时应该注重公司内部流程梳理和提升,通过重新设计工艺路线、设备重新排布、模具定制等方案,
来实现同车间多工序、在线检验、滚动式生产的模式。这一点汽车行业的生产流程、方式都很值得大家学习。
02
作业者技能培养
1.流线化生产的多技能工
多技能工字面的意思就是会多种技能能的操作工人。这里操作工人真正的现场操作的工人而不包含特殊岗位人员、设备修理工程师。
多技能工这个词在各个行业内均是耳熟能详的词了,也是各个公司都需要的优秀工人。
但是多技能工不是能够一次操作多台同类设备,而是能够操作几个工序/岗位的设备。
在流线化生产的概念中,设备或岗位是按照一条线或者“U”型的方式进行排列,这样就在最小的空间内或者操作者臂长范围内实现可一次性操作多台设备的可能性。
为了培养多技能工,公司应该从以下几点进行着手:
1)为了降低多技能工培养的难度,公司在配置设备时应尽量减少特殊设备的配置。
2)应该尽量配置可移动的小型设备,方便设备匹配的便捷性。
3)尽量形成图文并茂的标准作业流程/操作说明,可更好的传承和教授。
4)根据标准作业流程在公司内推广标准作业。
案例分享(4)
04年时我在国内一家大型饮品上市公司做现场管理,直到现在此公司在果汁行业还占有很大的份额,尤其是高果饮品那绝对是老大啊。
但是当时我们现场管理者还不具备多能工的概念。大家都知道饮品的生产制造设备自动化程度非常高、效率非常高、质量相对稳定的,但是还是需要有人去操作这些大家伙。
那时候我们公司已经开始实行人员的标准配置了,人员的标准配置导致一人一岗、一个萝卜一个坑,除了现场配置的设备维修工程师和管理人员外根本没有多余的人员可以去调配。
而那时我们公司在不是很忙的时候是经常进行技术比武的,但是都是局限在同一岗位的多台设备或类似的设备上,我们的操作工都是可以操纵同一岗位2台以上设备的多能手啊。
在这种情况下就出现了这么一种情况,如果你去现场,你还是会经常发现维修工程师或者管理人员在线上操作设备,
而这个时候其他岗位或者其他人员出现需要支援时或者因紧急情况需要外出时,整条产线就会出现停滞的现象。
我们公司的设备均是大型进口设备,稳定性能高、运转速度快但是操作更加复杂,这就导致在培训操作人员时需要的时间更加漫长。
因为每台设备的不同导致培养时间不同的同时还增加了培训困难。
因此在我们实行人员标准配置时必然出现了上述的问题,这个问题还是在后期不断增加人员储备的情况下得以缓解。
由此可以看出不管多么先进的设备,都是需要人去操作的,想要少人化操作或者人员调配的更容易,那么就需要去培养多能工。
让多能工能够一次性操作稳定的、邻近的几个工序。
2.批量化生产的多台设备操作
在案例4中我也提到04年我在饮品公司工作时出现过的尴尬情况,从中也提到技术比武和同一岗位多台设备的操作,其实同一岗位的多种设备操作只能称之为“单能工”。
传统生产方式中,操作工通常只会一种设备的操作,那么经常会出现以下两个情况。
1)当A设备的生产能力很强而B设备生产能力较弱时,很容易造成A设备的操作人员空闲,而B设备操作人员过于繁忙,从而导致生产不均衡、窝工、在制品呆滞等现象。
2)当A操作人员有紧急情况出现时人员调配出现难题(就像案例4中由管理人员/工程师进行顶岗)。
03
在制品流向
1.流线型在制品的流向
流线型的在制品他主要的思维方向是为了实现“单件流动”的生产方式,也被称只为按节拍生产。
顾名思义就是是所有在制品在一个节拍下流动起来。这样的生产方式他是基于一种彻底杜绝浪费的思想与技术。
为了要杜绝浪费,就必须要挖掘出现场工作中所隐藏的问题,而这也就是经由单件流动的方法来达到,也就是说,单件流动是一种将浪费“显现化”的思想与技术。
为了实现单件流动的生产方式各岗位必须要严格按照一定的节拍进行生产,如果各工序生产节拍不一致,将会出现产品的积压和停滞,无法形成“一个流”。
因此在配置设备的时候要考虑到各设备的速度,原有设备一定要适当的进行速度调整,原先慢的设备要想办法让他快起来,快的设备要让他慢下来。
使各岗位的设备速度匹配起来,从而使整个生产过程顺畅起来。
案例分享(5)
14年我在欣和企业下属休闲食品公司的时候,我们为了实现设备的最大利用率同时提高效率降低成本,我们对当时的产线进行了详细的分析,发现当时油炸岗位是整个产线的瓶颈工序,因为它效率的不足使整条线产能只能达到满产的70-75%。
此岗位上游工序单班可以完成5.5-6T产品的产出、下游工序也能完成5.5-6T的产能,但是油炸岗位只能完成4.5T左右的产能,严重影响到我们的成本和效率。
为了能够使其效率得到提升,让其快起来。
原有设备是电加热,耗电量大、效率低,我们整个团队经过各方面的查询和对比和外出学习其他公司生产管理时,发现了新的能量转换设备,此设备是行业内称之为加热釜的一种热交换器。
经过参观康师傅青岛的公司,我们决定采购一台合适我们的产能的加热釜设备,在采购到位后我们就展开了设备改造。
经过n多次的改在和实验,终于小有成果。最终通过团队的不断努力使此设备的效能大大超过了我们的预估。
原产线的油炸岗位配备两台油炸锅,8分钟左右完成一锅物料炸制,经过加热釜设备的改造后,我们将油锅改为一台,并且炸制时间由原来的8分钟降低到了4分钟。
此项目完成后整体单班产量实现了6T的目标,同时将操作工的配置由2人减到1人,更大的是将每班电耗降低1200度。
通过以上案例分享,大家可以看出设备的匹配对“一个流”的生产起到多大的作用,同时也会产生很多的附加值,往往附加值也会大大超出你的预想。
2.批量生产的在制品流向
在机加工或者一些小公司中还存在这样的生产方式,就是将原料在一个车间或者岗位加工成半成品,然后由人工入库或者转运到其他车间进行再加工。
而这样的生产方式主要基于这么几种想法:
1)看似能够实现多劳多得的分配方式。
2)看似能够实现效率的增加。
3)看似小管理团队更加容易管理。
就是这种看似使公司的得到了很多便利的生产方式其实是很大程度上增加了管理成本,但是今天我们要说的是在制品流向的问题,
在生产方式中必定会出现在制品在相同工位上堆放到一定程度后才会被转运的情况,同时它的流向会出现很多种可能,
也可能需要入库、也可能需要到同车间的某个岗位、也可能需要去到另一个车间的某个岗位,那么在这么多的可能中最大的可能,就是缺料、过量、错误的产生,因为流向的不固定所以被称之为“乱流”。