



DEFINING WORLD-CLASS
定义世界级设备综合效率
OEE is the ratio of Fully Productive Time to Planned Production Time (refer to the OEE Factors page for a graphical representation). It is calculated as the product of its three constituent factors:
设备综合效率,是全部生产时间与计划生产时间的比例(参考OEE的影响因素页的图示),其是由构成它的三大要素相乘而来,即:
OEE = Availability × Performance × Quality
设备综合效率=有效率*表现性*质量指数
The nature of this calculation makes achieving a high OEE score quite challenging. For example, if all three factors are 90%, the resultant OEE will only be 73%.
这一计算的性质,使得达成高的设备综合效率相当具有挑战性。例如,如果有效率、表现性和质量指数这三个因素都是90%,所得的设备综合效率将只能是73%。
In practice, the generally accepted world-class goals for each factor are quite different from each other, as is shown in the image below. Note that these figures apply to discrete manufacturing (as opposed to process industries).
在实际中,这三个因素普遍可以接受的世界级的目标是截然不同的,就如下图所示。请注意,这些数字适用于离散制造业(相对于流程工业而言)。
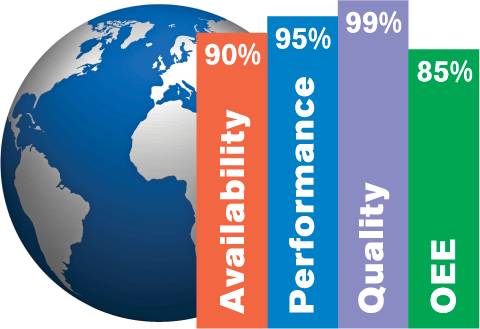
It is often thought that a World-Class OEE score is 85%. Don’t fixate on the absolute value of OEE, instead fixate on your ability to improve your OEE.
人们通常认为世界级的设备综合效率是85%,不要仅仅盯着设备综合效率的绝对值,相反,需要紧盯改善设备综合效率的能力。

TPM AND WORLD-CLASS OEE
全员生产维护与世界级的设备综合效率
People often ask – where do these World-Class OEE numbers come from?
人们经常会问,这些世界级的设备综合效率数字是怎么来的?
The answer is simple. Seiichi Nakajima led the introduction of TPM, OEE and the Six Big Losses in the early 1970s while at the Japanese Institute of Plant Maintenance. In his 1984 book, Introduction to TPM (translated to English and published in 1988 by Productivity Press), Seiichi Nakajima included the above four “world-class” numbers.
答案非常简单!在上世纪70年代早期,还在JIPM(日本工厂管理协会)的精市中岛导入了全员生产维护、设备综合效率,以及影响设备综合效率的六大损失的介绍。在其1984年的《全员生产维护的介绍》一书中,精市中岛将以上四个“世界级”的数字纳入其中。
Seiichi defined these numbers, based on his practical experience, as minimums for which companies should strive. He also noted that all of the companies winning the Distinguished Plant Prize, awarded annually in Japan to plants that had successfully implemented TPM, had OEE scores in excess of 85%.
根据自己的实践经验,精市中岛把这些数字定义为某个公司应该努力达到的最低要求。他还指出,在日本,所有获得年度杰出工厂奖的工厂,已经成功实施全员生产维护,设备综合效率都超过了85%。

SOME PERSPECTIVE
剖析
The World-Class OEE figures are interesting and useful, but keep in mind that they have roots in a particular place (Japan), at a particular time (1970s), and in a particular industry (automotive).
世界级的设备综合效率的数字非常有意思,也很有用。但请记住:它们植根于某个特定的地点(日本)、特定的时间(上世纪70年代),和特定的行业(汽车行业)。
The reality is that most manufacturing companies, even today, have OEE scores closer to 60%. We work with thousands of manufacturing companies, and we see more companies with OEE scores lower than 45% than companies with OEE scores higher than 85%.
现实情况是,即使在今天,大多数制造企业设备综合效率的也不过接近60%。我们与成千上万家制造型公司合作,我们看到的公司的设备综合效率低于45%的,比起设备综合效率高于85%的公司要多得多。
The important point is – don’t fixate on the absolute value of the number. Fixate on your ability to improve that number.
重要的一点是:不要仅仅盯着设备综合效率的绝对值,相反,需要紧盯改善综合效率的能力。
Even within a manufacturing plant it can be counterproductive to set just one OEE target. For example, if you have two identical production lines but one line makes a single product and the other line makes 10 different products would you expect them to have the same OEE score? No. The line making 10 different products is likely to experience far greater Availability Loss due to Changeovers and thus a lower OEE score.
即使在一个制造型公司内部,只设定一个设备综合效率,也可能会事与愿违。例如,如果你有两个完全相同的生产线,一条线只生产单一的产品,而另一条线则需要生产10种不同的产品,你能期望着两条线的设备综合效率一样吗?当然不能!由于换型,生产10种不同产品的生产线,可能会经历有效性大幅度,进而,设备综合效率也会变低。
Here is another perspective:
以下是另一个剖析案例:
If your OEE is below 40% – is an 85% target going to motivate your team?
如果设备综合效率低于40%,85%的目标会激励到你的团队吗?
If your OEE is already 85% – do you really want to stop there?
如果设备综合效率已经达到85%,你是否真的想要就止打住?

SETTING A TARGET
设立目标
So how should you go about setting an OEE target?
你应该如何去设置一个设备综合效率目标?
Here is the bottom line. Set an OEE target that will drive solid, incremental improvement for your process. Each OEE target should be a stretch target that is truly achievable, preferably within three or four months.
这是底线。设定一个设备综合效率目标,将推动工艺连续、渐进的改善。每个设备综合效率目标应该是一个弹性目标,最好在3到4个月里,能够真正达成。
Also, do your best to avoid comparing dissimilar processes and external benchmarks. There is only one target that really matters: the target that will drive improvement for your process.
同时,尽量避免去比较不同的流程和外部的标杆。只有一个目标是真正重要的:该目标将推动你对流程的改进。