
局部排风罩是局部排风系统的重要组成部分。设计完善的局部排风罩可用较小的风量获得最佳的控制效果,并且保证工作区的有害物质浓度符合国家卫生标准的规定。
局部排风罩的分类:
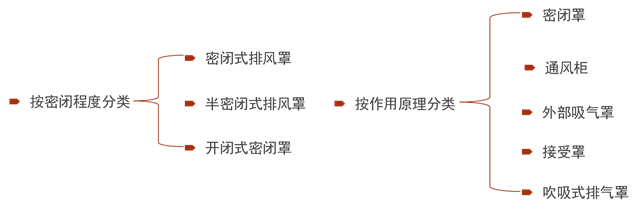
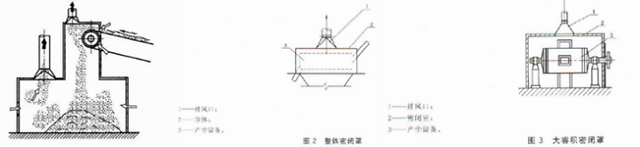
如,密闭式排风罩:主要是将生产过程中的污染物全部密闭在罩内,并从罩外吸入空气,罩内污染物由风机排除能够有效的控制有害物的扩散,并且排风罩气流不受周围气流的影响。
柜式排风罩是半闭式排风罩的一种,具有操作简单,并且易于检修,可以直接进入罩内。

接受式排风罩:
有些生产过程或设备本身会产生或诱导一定的气流,带着粉尘一起运动,例如热源上部的对流气流,炼钢电弧炉炉顶的热烟气、砂轮磨削工件时抛出的磨屑和大颗粒粉尘所诱导的气流。对于这种情况,通常把吸尘罩设置在含尘气流的上方或前方,其开口正好朝着含尘气流的运动方向,让这股气流直接进入罩内,这种吸尘罩称为接受罩。

外部吸气罩,由于工艺上的限制,生产设备不能密闭时,可把排风罩设在有害物源附近,依靠风机在罩口照成抽吸作用,将有害物质吸入罩内 ,这类排风罩称为外部吸气罩。
吸气式排风罩利用射流能量密度高、速度衰减慢的特点。用吹出气流把有害物质输送到设在另外一侧的吸风口,还可以利用吹出气流在有害物源周围形成一道气幕,像密闭罩一样把有害无控制在最小的范围内,保证局部通风系统获得良好的效果。
密闭罩:

通风柜:


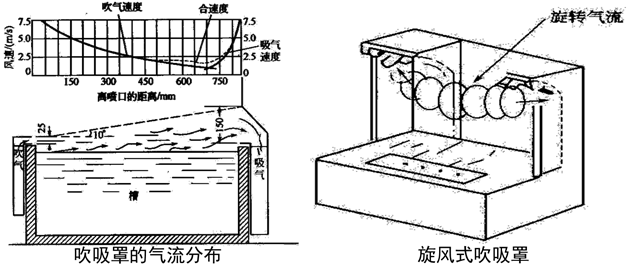
吹吸式排气罩:
吹吸式槽边排气罩是利用射流作为动力,把有害物吹到吸气罩口,经吸气罩排除,同时由于射流的阻挡作用,使有害物质无法向室内扩散。这种把吹和吸结合起来的方式称吹吸式排风。吹吸式排气罩的特点是:风量小、污染控制效果好、抗干扰能力强、不影响工艺操作等。
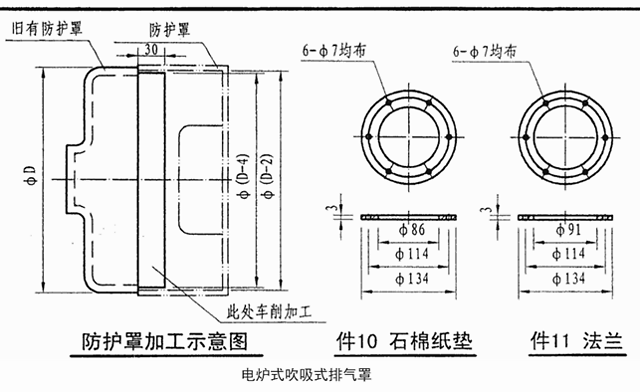
电炉式吹吸式排气罩:
选用原则:
有效捕集有害物,不放散到作业环境中,使工作区有害物浓度达到或优于国家卫生标准,并以较小能耗捕集有害物。
在可能条件下,尽量采用密闭式排气罩、柜式排气罩,用最小排风量达到最好的控制效果。
当不能使用密闭罩时,可根据有害物发散情况,采用图集中其他形式的排气罩,其罩口应尽量靠近有害物源。
当排气罩不能设在有害物源附近或罩口与有害物源距离较远时,可设置吹吸式排气罩。吹送和吸入气流之间不能有隔断气流的物件。
排气罩吸入气流方向应尽可能与有害物运动方向一致。
排气罩应充分考虑操作人员的位置和活动范围,已被污染吸入气流不允许通过人员的呼吸区。
应尽量避免干扰气流的影响。
排气罩的配置应与生产工艺协调一致,不影响工艺操作。
排气罩力求结构简单,降低造价,坚固耐用,便于安装和维护。
捕集粉尘的排气罩,其性能参数、尺寸按一般矿物粉尘、金属粉尘的性质进行编制,当为气体粉尘时,可作适当修正。
排气罩施工要求:
符合《通风与空调工程施工质量验收规范》GB50243-2016的有关规定。
材料根据消防要求及有害物浓度、腐蚀性、磨琢性和工艺要求等确定。
排气罩应采用不燃材料。
接触腐蚀性介质和柔性部件可采用难燃材料。
火灾危险性类别为丙丁戊类厂房通风排气罩,当通风系统按防火分区设置且设有防烟防火阀时,可采用燃烧产物毒性较小且密度等级小于等于50的难燃材料
排气罩的绝热材料、消声材料及其粘接剂宜采用不燃材料。当确有困难时,可采用燃烧产物毒性较小且烟密度等级小于等于50的难燃材料。
对工艺设备振动小、温度不高的场合,可采用厚度小于2mm的薄钢板制作罩体;对振动大、物料冲击大或温度较高场合,可采用厚度3~8mm的钢板制作;对设置在高温炉旁的排气罩,一般采用过滤钢板(如锅炉钢20g)制作;对于捕集磨琢性粉尘的排气罩,应采取耐磨措施。
在有酸碱作用或其他腐蚀性的场合,罩体应采用耐腐蚀材料制作,或在所用材料上做耐腐蚀处理。
排气罩的材料应有足够的强度,以避免在拆装或受到振动、腐蚀、温度剧烈变化时引起变形或损坏。
排气罩应规则、无裂缝、无毛刺,罩壁平整、光滑。
采用1mm以下薄钢板制作的排气罩,宜用咬口、插条连接或铆接;用1~2mm钢板制作的排气罩,宜用电焊或气焊连接;用2mm以上的钢板制作的排气罩,宜采用电焊。焊接应符合国家规范的有关规定。
普通螺栓采用C级Q235B,国标图号为:螺栓GB/T5781-2016,螺母GB/T41-2016,垫圈:GB/T95-2002。
排气罩防腐应在除锈后刷防锈漆一遍,调和漆两遍。颜色易和建筑物、通风系统相协调。如有特殊要求,应按工程设计规定执行。
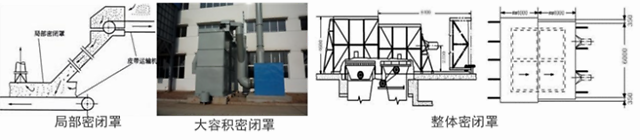
密闭式排风罩设计要点:
关键在密闭,罩上留洞尽量少、小,尽量减少缝隙或以橡胶带对缝隙进行密封,以提高密闭的效果和减少漏风量
密闭罩的吸尘罩罩口位置设计应避开含尘气流中心,以防吸出大量粉料;罩口不宜靠近敞开的孔、洞,以免气流短路,直接吸入罩外空气。
与吸尘罩相连的一段管路最好垂直敷设,以免蹦入物料造成堵塞;只能水平相连时,管口一段也应做下倾式斜接管。
罩内应保持一定的均衡负压,避免烟尘逸出。
处理热物料时,应考虑热压对气流运动的影响,可适当加大密闭罩容积,吸风点设于罩顶最高点。
风量计算方法:
1)按空气平衡原理计算
按空气平衡原理计算
L=L1+L2;L2=3600Fv。
L:排气量(m³/h);
L1:物料或工艺设备带入罩内的空气量(m³/h),由工艺专业确定;
L2:由孔口或不严密缝隙吸入的空气量(m³/h);
F:罩口或缝隙面积(m³);
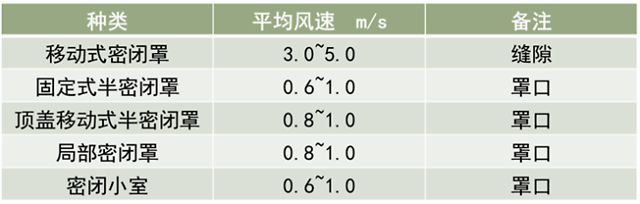
v:罩口或缝隙处平均风速(m/s),罩口或缝隙处平均风速见表1。
表1 密闭罩罩口或缝隙处平均风速
2)按截面积风速计算
按截面积风速计算:L=3600Fv
L:排风量;
F:密闭罩横截面积(㎡);
v:垂直于密闭罩面的平均风速(m/s),一般取0.25~0.5。
3)按换气次数计算
按换气次数计算:L=60nV
L:排风量(m³/h);
n:换气次数(次/min),一般6~9次;
V:密闭罩容积(m³)。
按工艺设备面积计算:
对于全密闭罩,有时缝隙的宽度难于确定(如落砂机移动式全密闭罩),可按落砂机每平方米栅格面积排风量1200~3000m³/h计算。小落砂机取大值,大落砂机取小值。
外部排气罩设计要点:
尽量使罩口靠近污染源,使整个污染源都处于必要的风速范围之内。
在不妨碍操作的情况下,罩口边缘加设法兰边框,在同样的排风量条件下,可提高排风效果。法兰边的宽度不超过150mm,加设后可减少15%~30%的排风量。
污染后的气流,应不再经过人员操作区,并防止干扰气流将其再吹散(可采用罩口外加设挡风被等措施)。应使污染气流的流程最短,尽快地吸入罩内。
为使外部罩罩口风速尽可能均匀,提高吸收效果,应使罩口与罩子连接管面积之比不超过16:1,罩子的扩张角应不大于60°。当罩口面积较大时,可以将它分成几个小罩子。
1)伞型罩风量计算
伞型罩风量计算:L=3600v0F
L:伞型罩的排风量(m³/h);
v0:罩口平均风速(m/s);
F:罩口面积(㎡)。
罩口平均速度v0取值

罩口面积的确定
1)矩形罩口面积:F=AB
A,B为矩形罩口两边长度(m);
A=a+0.8H;B=b+0.8H;
a、b设备平面两边长度(m)
H:罩口离设备面的高度
2)圆形罩口面积
F=πD2/4
D:圆形罩口直径(m),D=d+0.8H;
d:设备平面直径(m)。
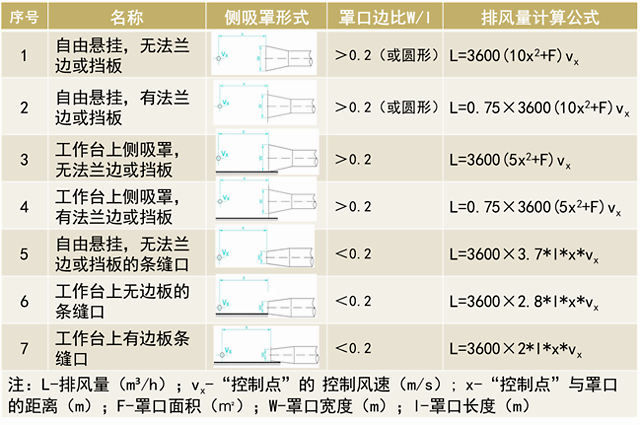
3)侧吸罩排风量计算
接受式排气罩设计要点:
设计要点:
1 罩口形状应尽可能与有害物散发的水平投影相似
2 罩口应尽可能靠近污染源;
3 根据工艺设备和操作的需要采取活动、旋转、升降等措施。
磨床排风量计算公式:
L=3600Fv (3-1)
式中:L-排风量(m³/h);
F-排风口面积(㎡);v-排气口风速(m³/s)。
各种干法加工的砂轮机的排风量计算公式:
L=QD (3-2)
式中:L-排风量(m³/h);Q-砂轮直径(mm);
Q-砂轮每mm直径的排风量,一般取2.0~2.5m³/(h·mm)
热源上部接受罩计算:
从理论上说,只要接受罩的排风量等于罩口断面上的热射流的流量,接受罩的断面尺寸等于罩口断面上的热射流尺寸,污染气流就能全部排除。实际上由于横向气流的影响,热射流会发生偏转,可能会溢入室内。接受罩的安装高度H越大,横向气流的影响就越严重。因此,生产上采用的接受罩,罩口尺寸和排风量都必须适当加大。
根据接受式排气罩安装高度H的不同,上部接受罩可分两类:𝐻<1.5√𝐹(F为散热设备水平投影面积)时成为低悬罩,𝐻≥1.5√𝐹时称为高悬罩。
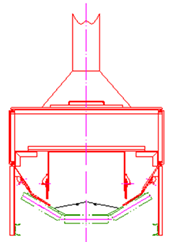
1)高悬罩排风量的计算
位于热源上部热气流的轨迹及排风罩尺寸如下图所示:
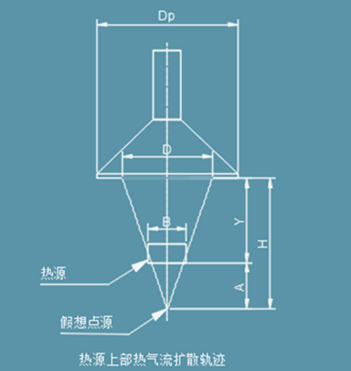
排气罩入口处上升空气柱直径D可按下述经验公式求出:
D=0.45H0.88 (3-3)
Dp =D+0.8Y (3-4)
H=Y+A (3-5)
A=2.48B1.138 (3-6)
式中H-自假想点源到排气罩罩口的垂直距离(m);
Y-自热源到排气罩罩口的垂直距离(m);
A-自假想点源到热源的垂直距离(m);
B-热源长度尺寸(m)。
排气罩罩口处空气柱气流速度vd按下式计算:
𝑣_𝑑=(0.08𝐹1/3∆𝑡5/12)/𝐻0.29 (3-7)
式中:F-散热设备水平投影面积(㎡);
∆t-热源表面温度与室内空气温度差(℃)。
排风罩的排风量可用下式求出:
L=3600[vd Fd+vs(Fp-Fd)] (3-8)
式中 L-排气罩排风量(m³/h);
Fd-排气罩罩口处上升空气柱面积(㎡);
Fp-排气罩罩口总面积(㎡);
vs-通过排气罩剩余面积(Fp-Fd)所需的气流速度(m/s);
vs值与热空气柱的诱导程度、排气罩高度以及是否允许未被捕集而逃逸空气量有关,一般可在0.5~1.0m/s范围内选取;当罩内加格栅时,可取1.0~1.5m/s。
2)低悬罩排风量的计算
低悬排气罩的外形尺寸可与污染源水平投影面尺寸相同,或比污染源大0.3~0.6m。
低悬圆形排气罩排风量可按下式计算:
L=170(Dp)7/3△t5/12 m³/h (3-9)
式中 Dp-排气罩的直径(m);
△t-污染源温度和周围空气温度温差(℃)。
低悬矩形排气罩排风量可按下式计算:
𝐿=226𝑎𝑏4/3(∆𝑡)(5/12)m³/ℎ (3-10)
式中:a-矩形风管排气罩长度(m);
b-矩形排气罩的宽度(m);
△t-热源与周围空气温差(℃)。
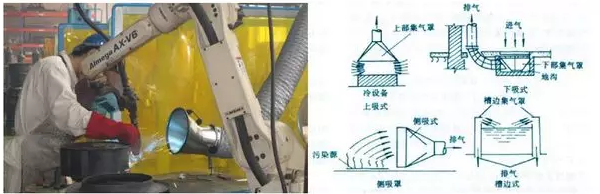
槽边排气罩形式:
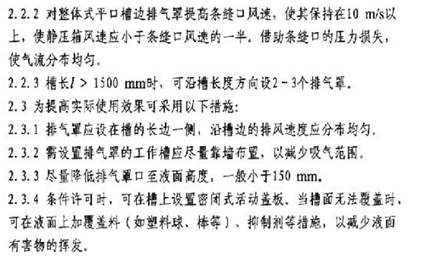
罩口结构:有多种形式,目前常用的有两种,即平口式和条缝式。
平口式槽边排风罩的吸气口上不设法兰边,吸气范围大。
条缝式槽边排风罩的特点是截面高度E较大,E<250㎜的称为低截面,E≥250㎜的称为高截面。增大截面高度如同在罩口上设置挡板,可减小吸气范围。
条缝式槽边排风罩的条缝口有等高条缝和楔形条缝两种。等高条缝口上速度分布难于达到均匀,末端风速小,靠近风机的一端风速大。
按罩口机构形式分:单侧、双侧、周边型和环形

不同形式的槽边排风罩,其排风量计算公式是不同的。
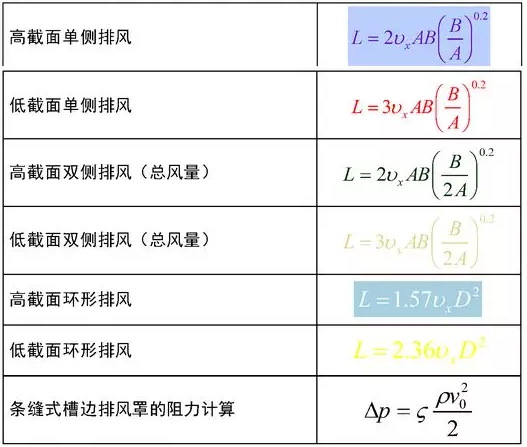
槽边排气罩设计要点:

吹吸式排气罩:
由吹风口和吸气口组合而成。它通过吹出射流和吸入气流联合作用来提高所需的“ 控制风速”,从而达到排除污染气体的目的。
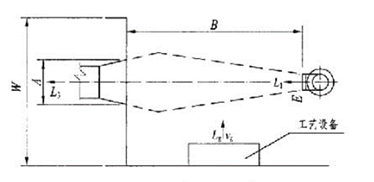
吹吸气流是一种性质比较复杂的气流,怎样进行合理的设计和计算,至今还是国内外进一步研究的课题。目前较常采用的主要有速度控制法和流量比法。
吹吸罩设计计算的目的是确定吹风量、吸风量、吹风口高度、吹出气流速度以及吸风口设计和吸入气流速度。通常采用的方法是巴杜林提出的速度控制法。
柜式排气罩:
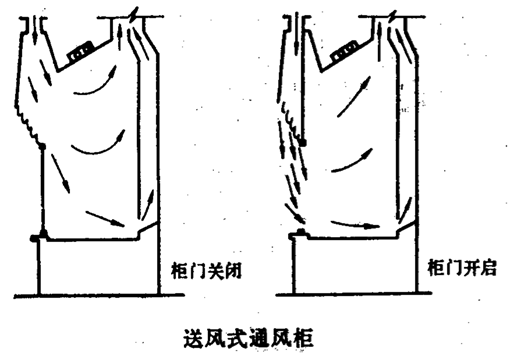
柜式排风罩(又称通风柜)是密闭罩的一种特殊形式,散发有害物的工艺装置置于柜内,操作过程完全在柜内进行。排风罩上一般设有可开闭的操作孔和观察孔。为了防止由于罩内机械设备的扰动、化学反应或热源的热压以及室内横向气流的干扰等原因引起的有害物逸出,必须对柜式排风罩进行抽风,使罩内形成负压。
柜式排风罩的基本形式:
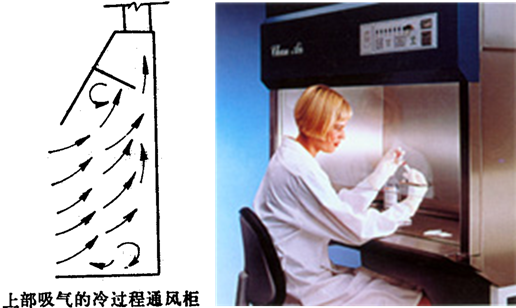
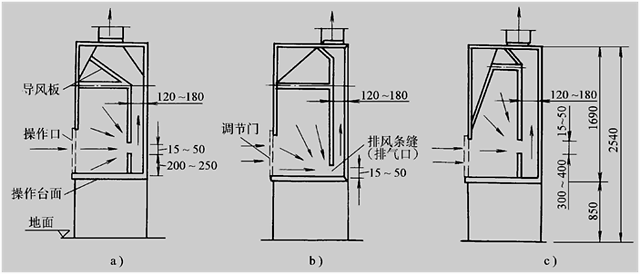
1)上部排风柜式排风罩
当通风柜内产生的有害气体密度比空气小,或通风柜内有发热体时,可选用上部排风通风柜。
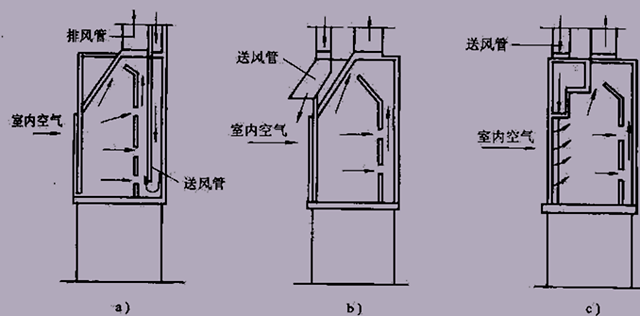
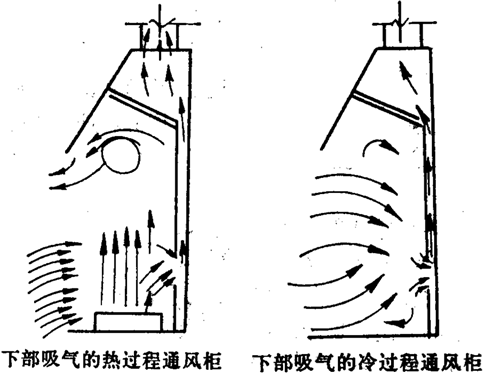
2)下部排风柜式排风罩
当通风柜内无发热体,且产生的有害气体密度比空气大,可选用下部排风通风柜。
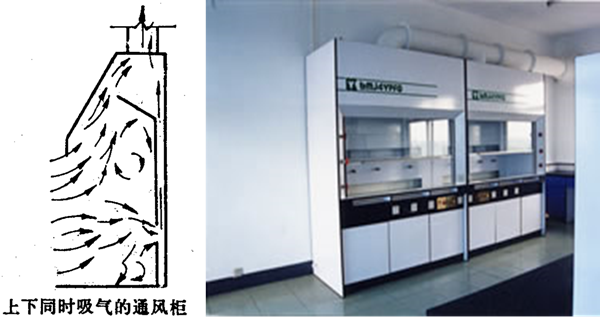
3)上、下部排风柜式排风罩
当通风柜内既有发热体,又产生密度大小不等的有害气体时,应在柜内上、下部均设置排气点,并装设调节阀,以便调节上、下部排风量的比例,可选用上、下联合排风柜。
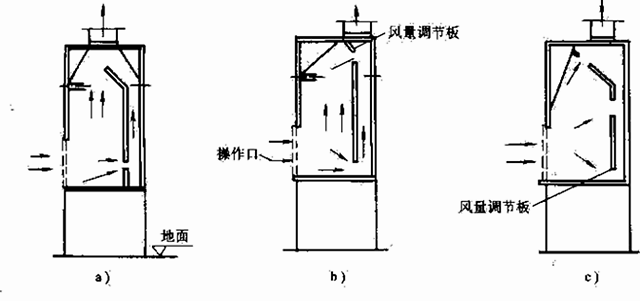
4)送风式通风柜-用于采暖或空调房间。
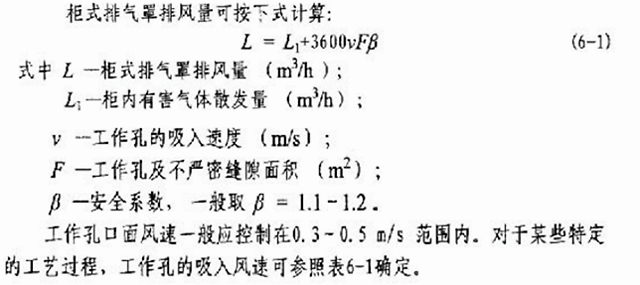
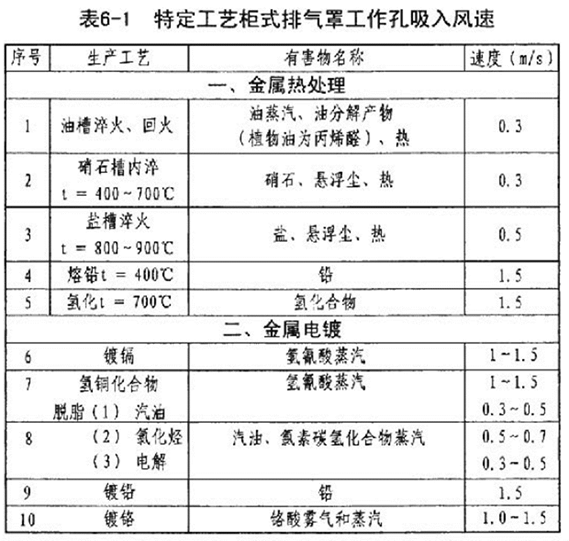
通风柜风量计算:
本文来源于互联网,暖通南社整理编辑。