
★ ★ |
|||
百法略说 佛陀大传 五停心观 弥陀要解 天台五时 天台八教 |
大象 心愚 二傻 亲近善友 归依三宝 供养三宝 |
然妙 皆仁 无用 乐乐 亦合 续祥 靓仔 |
观诸法如 菩萨戒 沙门庄严 |
线装,也称古线装。有人认为,汉代已有线装书在书市出售。其实,汉代有书市,但没有线装书。我国古代的纸本书,经历了卷轴和册页两个阶段。卷轴由卷、轴、缥、带组装成。汉、唐代只有这种卷轴形式的书。今天我们看到挂在墙上的轴画、书法,仍是卷轴装的遗风。晚唐以后,卷轴书向册页书过渡,其装订方法又有多种多样的演变,大体经历了经折装、旋风装、蝴蝶装、包背装,到了明代才正式出现了线装本的册页书。其中不少古旧线装书,可视之为文物,非常珍贵。
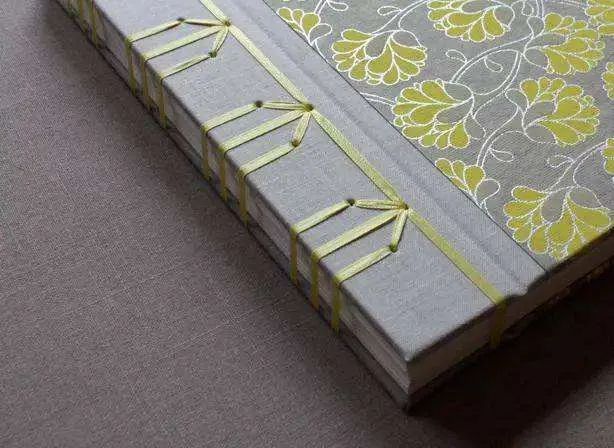
线装工艺流程分三条线,均为手工操作。首先对线装书册的各部位名称作介绍,如下图:

书芯加工流程:印刷半成品→理料(撞理)→(开料)折页→配页→检查理齐→ 线装书
压平→齐栏→打孔→穿纸钉定型→粘封面→切书→包角→复口→打孔→穿线订书→粘书签→印书根字。
书函加工流程:计算配切书函各料→涂黏合剂→组壳→包壳糊函→开槽→制销孔、销带、骨签→涂黏合剂→裱衬条→涂黏合剂→粘内衬纸→压平→自然干燥→粘签条。
套合加工流程:配册→检查→装函套合→包装→贴标识。
一本线装书制作完成从头至尾需要多少道工序?
粗略的估算是有35道工序
细说其加工工艺:
线装书加工工艺分为两部分
线装书加工
书函加工
线装书加工工艺流程
理料-折页-配页-检查理齐-压平-齐栏打眼穿纸钉-粘封面-配本册、切书-包角-复口-打眼穿线订书-粘签条-印书根字。
理料。即将印刷页一张一张地揭开、挑选、分类,再逐张按栏脚和图框将其撞理整齐,这种操作叫“捐书”。页张理齐后,用单面切纸机把书页裁切成所需的大小。
折页。线装书折页是以中缝前日为标准,将单面印的书页的白面向里,图文朝外对折,折缝就是前口,一般书页折缝处印有“鱼尾”标记,作为中缝折叠标记,称为“黑日子折”,把版框作为中缝折页的标准线的,称为“白口子折”。折页后书帖栏线整齐,鱼尾栏宽度一致,折缝压实无卷帖。
配页。线装书的配页操作与平装书的配页基本相同,线装书页薄,纸质软,除用一般平订的拣配方法外,还常用撒配。撒配时,按页码顺序将同一页码的书帖排列成梯形后,将其叠放在一起,然后从一头抽出书帖,就是一本配好的书册。配好后的书册版面排列整齐,无错帖、无卷帖,撞理整齐。
齐栏。将理齐后的书页散开成扇形状,并逐张将书页前口折缝上的鱼尾栏整齐的操作称为齐栏。齐栏前应先将书帖前四折边刮平服整齐,防止齐栏时书页拱翘。齐栏后的书册,栏线垂直、不乱栏、顺序正确。
打眼穿纸针。配页齐栏后的书册,经理齐检查无误后,进行打眼穿纸钉,以保证书页不移动,并栏线整齐。纸针眼打两个,上下位置在书册长各1/3处,距书脊6~9mm。打眼垂直、无扎裂、扎豁书册,针眼直径以能入针穿线为准。纸打用料与所订书册纸质相同,并用竖纹。纸针要挺括、牢固、直径与针眼相符合。
切书。将粘好封面、封底、配好页的整套书册沿口子闯齐、放到三面切书机的切书台上,对准上下规矩线切书。切好的书册应刀口光滑、平整美观,压书的力量应适当,以免裁切后本册表面出现压痕。
包角。为保护书角,使其不散、。不折、坚固耐用,在穿线前将书背上下两角用缤或绢包住称为包角。包角的位置在书册最上和最下第一针眼处,并与线痕、切口呈垂直状。包角用料为细软织品,用适当粘剂,折角整齐,包角平整牢固、自然干燥。
复口。将封面三边(或前口一边)的勒口与衬页粘接,将勒口盖住,以增加封面的挺括和牢固性,保持外观的整齐。
穿线订书。线针眼一般为四个,上下位置根据订缝形式定,与书脊距离为13~18mm。用线为60或42支纱6股蜡光白线或相同规格的丝、麻线穿过眼孔,将书页订牢。穿线用双线,依不同的穿线方法,入线要正确,拉线紧度适当。书册穿线后平整牢固,双股线并列排齐,无扭线、交叉、重叠、分离线,线结不外露贴签条。在封面上贴书名签,签条的位置对书籍的造型也有一定的影响,一般是粘在封面的左上角,离天头和前口各约8~12mm。
印书根。线装书通常是平放在书架上,为了便于查找,还要在地脚的右边印上书名和卷次。
一本古籍传千秋
一本用竹宣纸制成的线装书至少可保存500年以上。从一根毛竹变成一本线装书,其中的讲究还多着呢,

如竹子要采当年生的嫩竹,而且在每年的小满时节开采;所谓“一青二白”是指篾青用来做毛边纸,篾白才能做宣纸;用于宣纸制造的水必须水质清澈,在富阳就有“半是人工半是水”的说法;此外,每一张宣纸的制作至少需要半年以上的时间,以保证纸浆在腐烂过程中的质量。诸如此类,才能保证一本本线装书能传阅千秋。
本文来源 | 弘化书香 |,本平台所有影音图文,都各自注明来源及作者,请重编录用者注明出处及作者,以尊重其著作劳动,否则将被视作侵权。