条件说明:
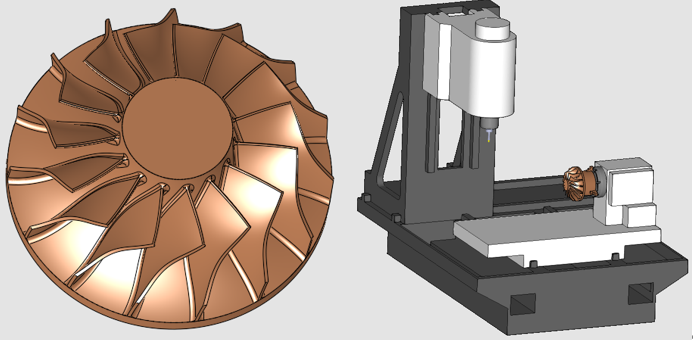
(1) 机床:四轴加工中心,A轴0-360度旋转;
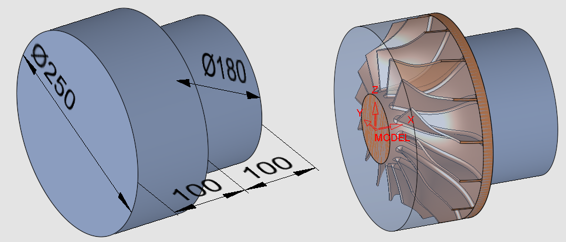
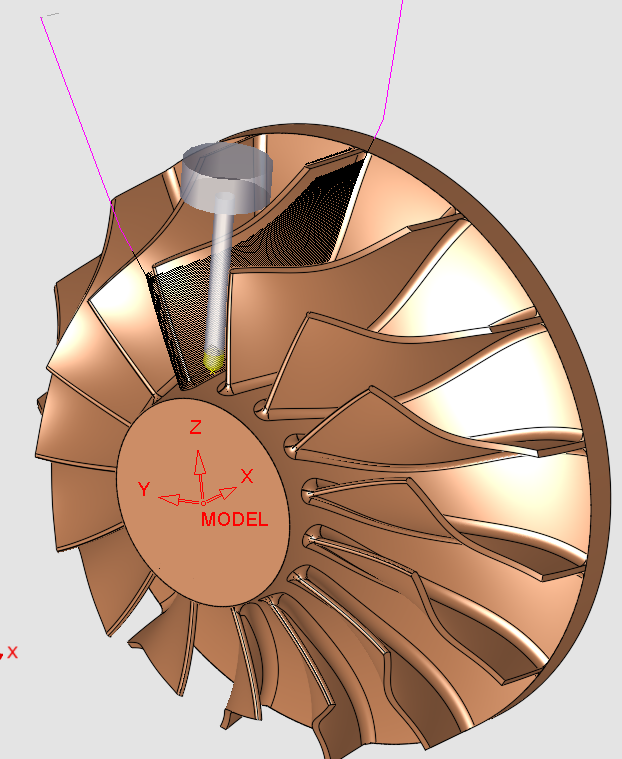
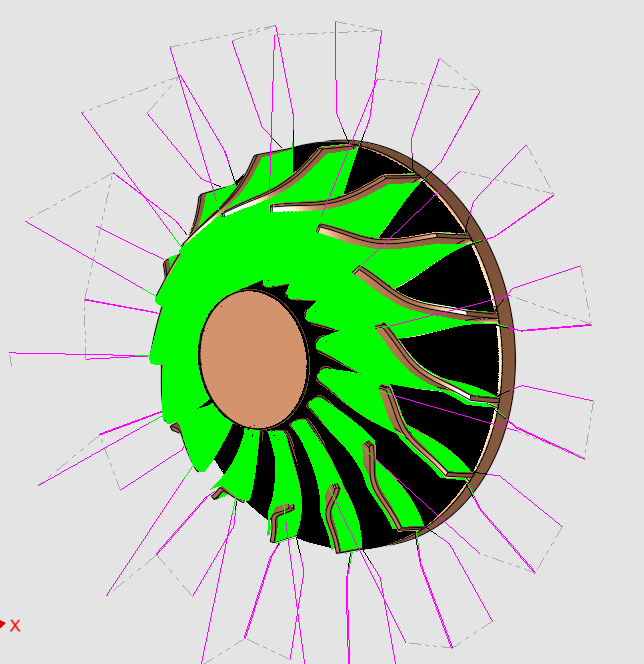
(2) 毛坯:见图;
(3) 材料:铝6061;
(4) 装夹方式:卡盘以Ø180端固定于A轴;毛坯端面和圆柱中心为加工原点(MODEL坐标系);
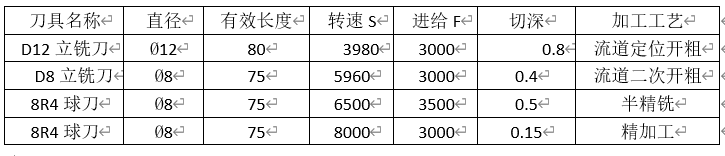
刀具说明:
工艺说明:
(1) 流道开粗
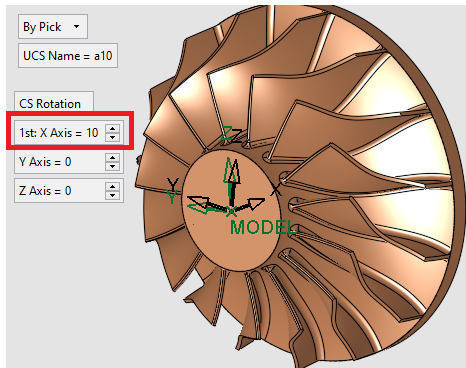
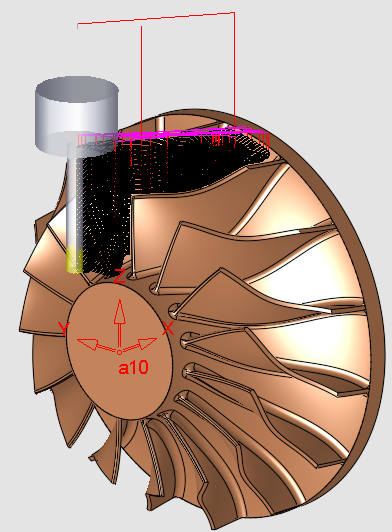
以MODEL坐标为基准,新建一个坐标系,绕X轴旋转10度。新坐标命名为A10.
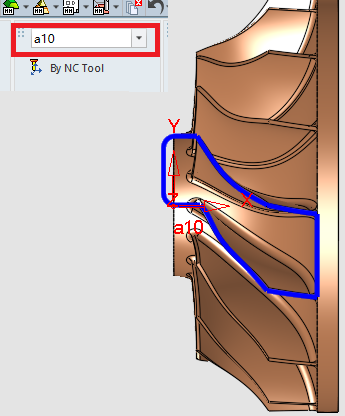
再选择A10坐标,建一个粗加工轮廓范围。
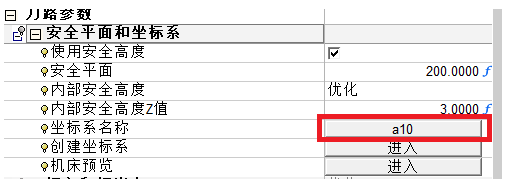
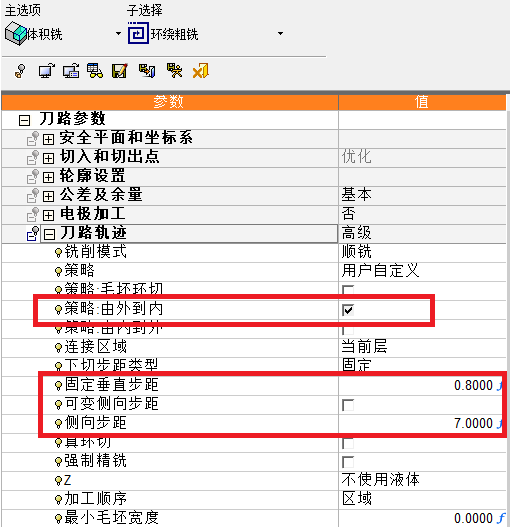
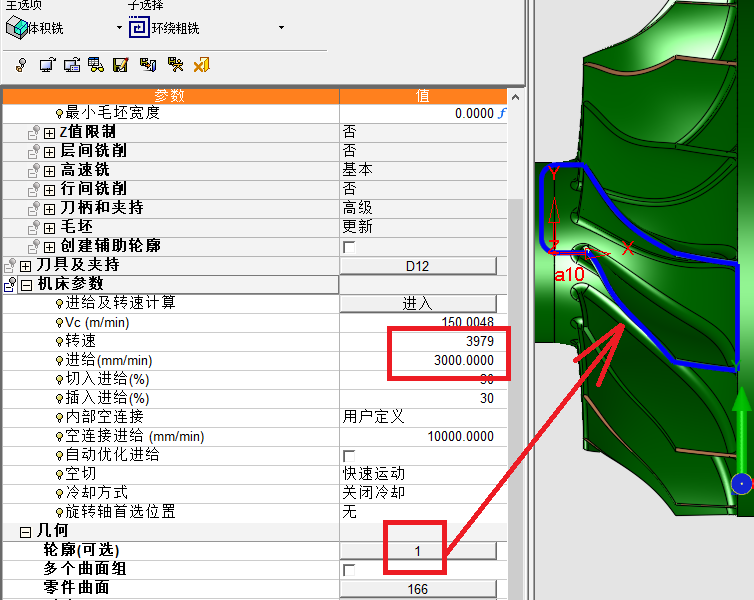
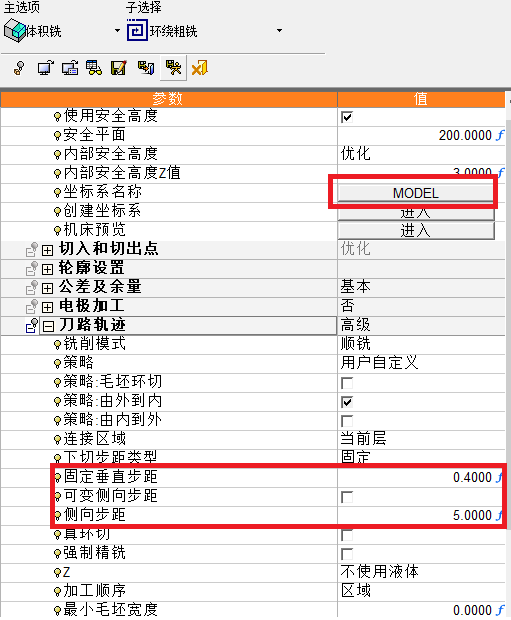
创建三轴TP文件。采用体积铣--粗加工环切策略,加工范围选择上图的建立的轮廓。
刀具为D12立铣刀。切深0.8,步距7,转速S3980,F3000。余量0.5
得到轨迹如下:
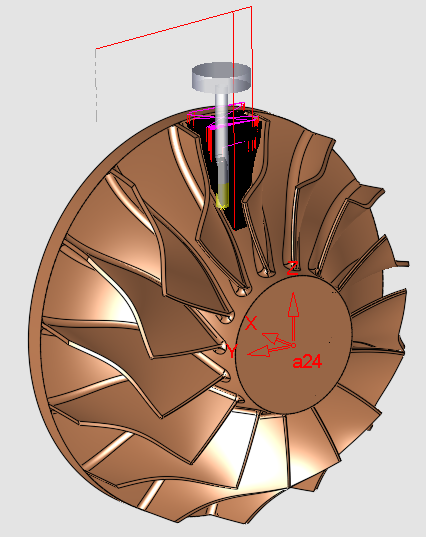
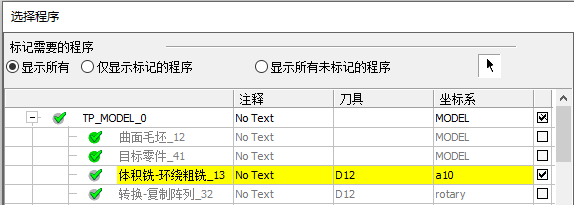
(2) 流道二次开粗(叶片根部)
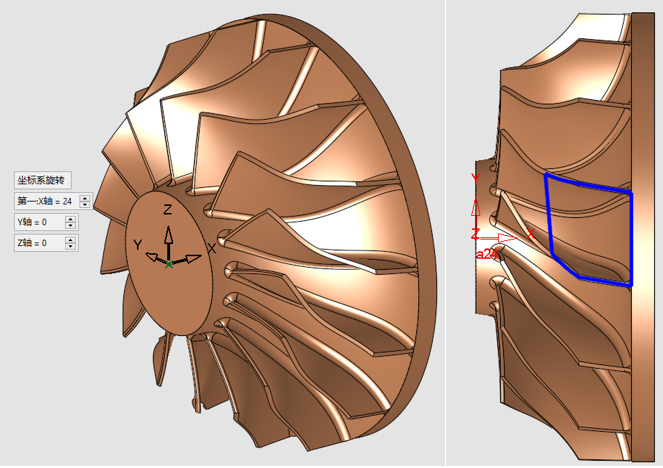
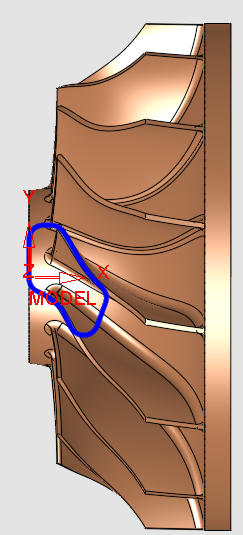
以MODEL坐标为基准,新建一个坐标系,绕X轴旋转24度。新坐标命名为A24。
再以A24为基准,画图示加工轮廓。
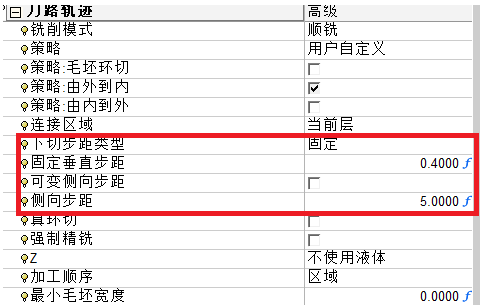
采用体积铣--粗加工环切策略,加工范围选择上图的建立的轮廓。刀具为D8立铣刀。切深0.4,步距5,转速S5968,F3000。余量0.5

得到轨迹如下:
(3) 流道二次开粗(叶片顶部)
以MODEL坐标为基准,创建下图加工轮廓。
采用体积铣--粗加工环切策略,加工范围选择上图的建立的轮廓。刀具为D8立铣刀。切深0.4,步距5,转速S5968,F3000。余量0.5
得到轨迹如下:
(4) 旋转阵列。实现所有流道的粗加工
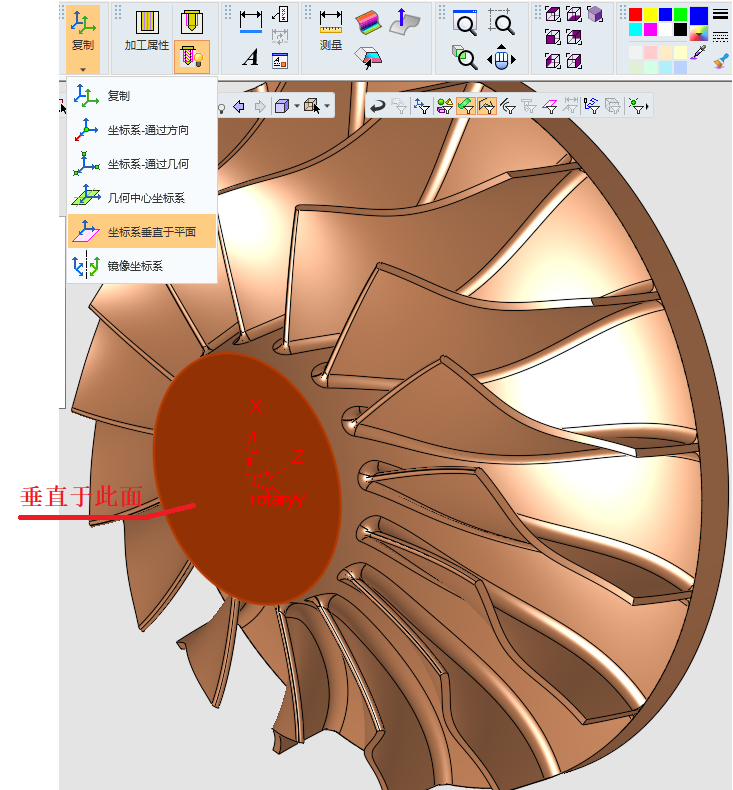
注意:Cimatron的旋转阵列是在XY平面内进行。所以需要新创建坐标系,保证旋转阵列在XY内实现。
采用“坐标系垂直于平面”功能,新建一个坐标,命名为Rotary。
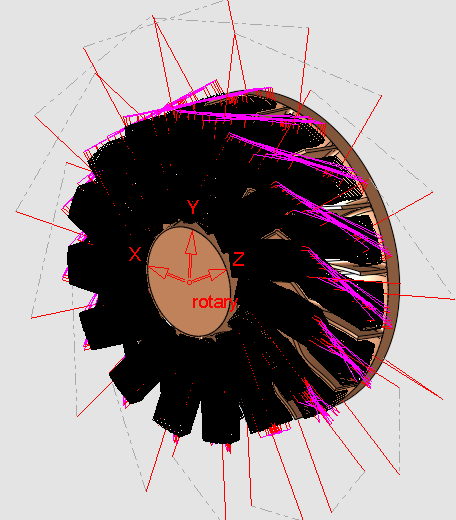
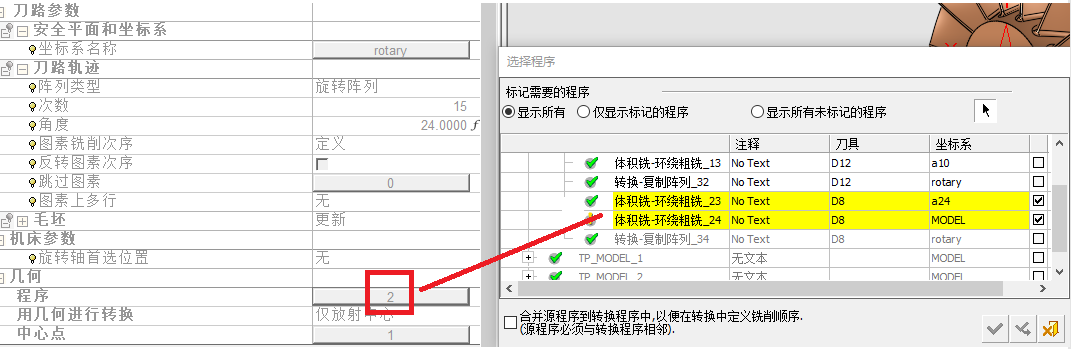
采用“转换-复制阵列-旋转阵列”策略。选择Rotary坐标,旋转次数设置15,角度为24度。阵列的“程序”为D12立铣刀粗加工。旋转中心为坐标系原点(见下图示)
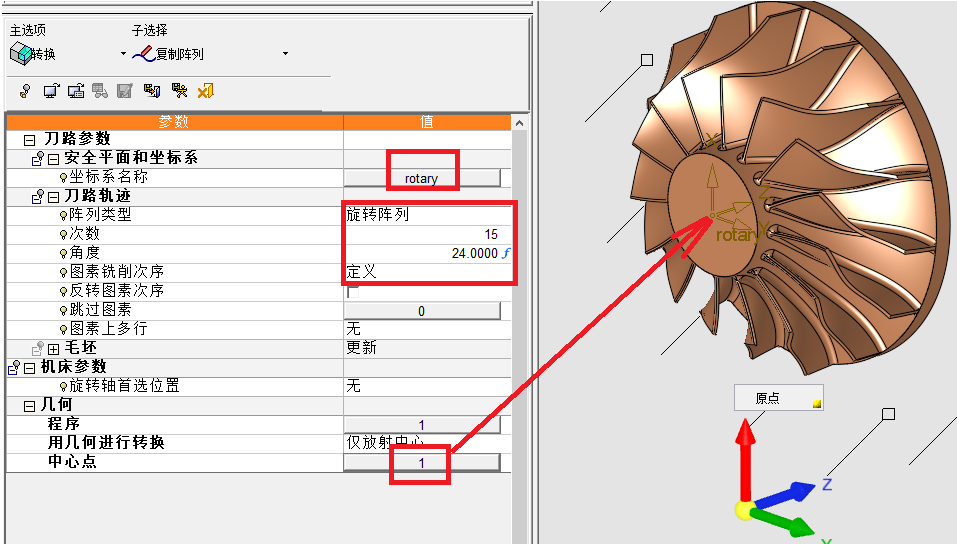
得到轨迹如下:
以上述同样的方式,旋转阵列D8立铣刀的加工程序。
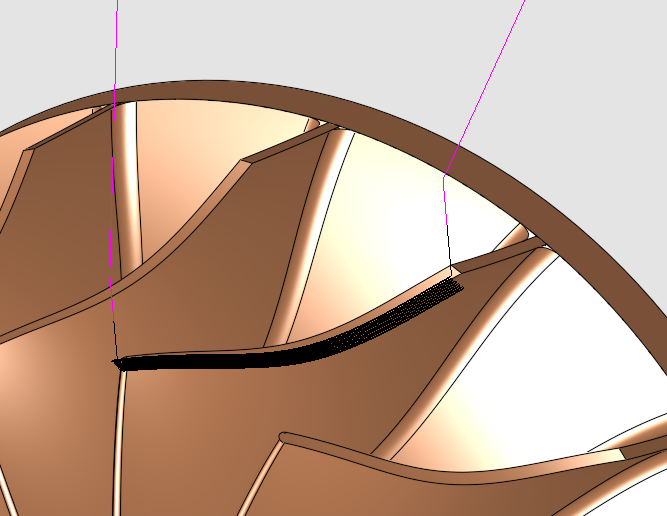
(5) 半精加工(叶顶)
以MODEL坐标系创建TP文件,四轴 ,旋转轴X。
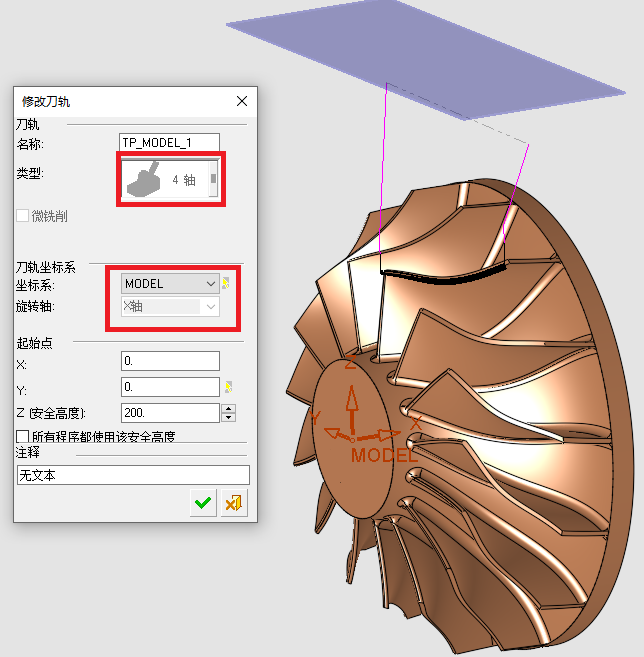
选择“五轴加工-高级五轴-两曲线之间仿形铣”策略。刀具为8R4球刀。

余量0.15,步距0.5. 驱动曲面为叶片顶面。转速S6500,进给F3500。

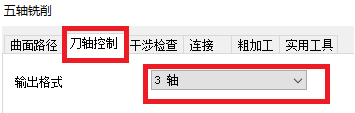
刀轴控制为三轴。因为叶顶面三轴轨迹就能实现。
得到轨迹如下:
(6) 半精加工(叶片)
创建叶片和流道的辅助面。用“线性复制”功能复制叶片面和流道面。
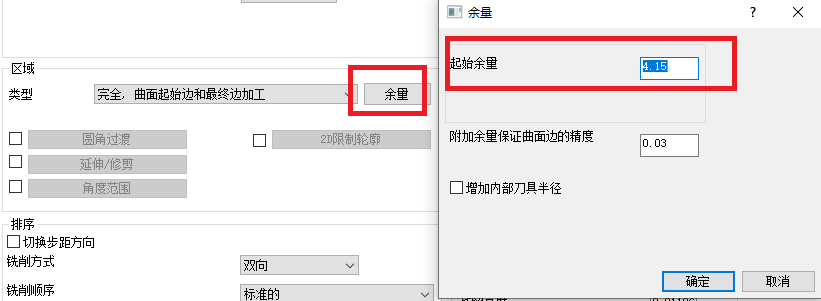
再采用“五轴加工-高级五轴--平行于曲面”策略。刀具为8R4球刀。“引导”曲面为流道面,驱动曲面为叶片面。余量0.15,步距0.5. 驱动曲面为叶片顶面。转速S6500,进给F3500。
起始边设置为4.15,防止刀具过切根部圆角。
刀轴控制:4轴,X为旋转轴。刀具侧倾角为50度。
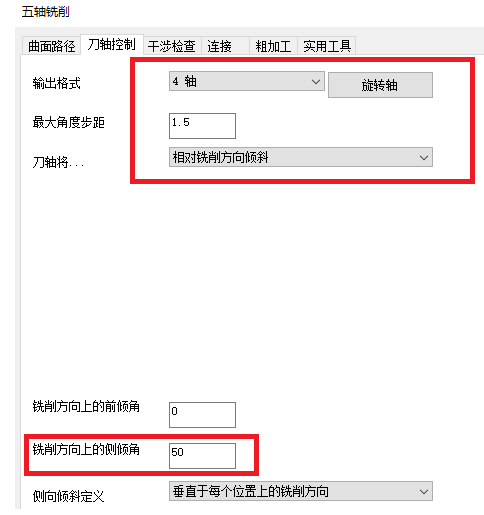
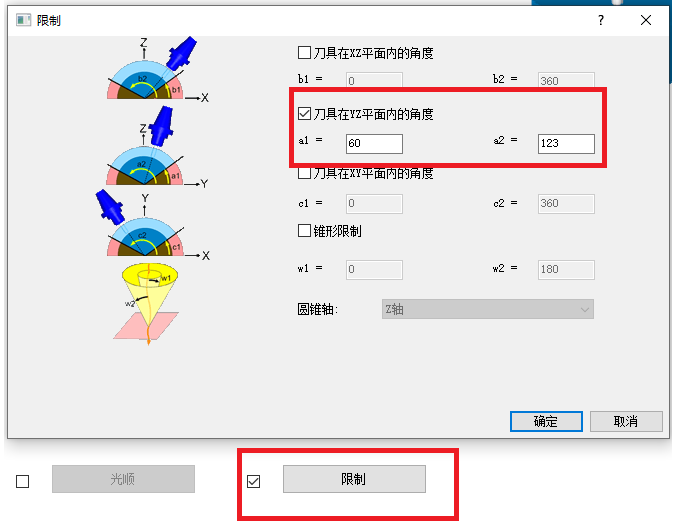
刀轴角度限制在YZ平面内,60度到123度之间。防止摆角过大而干涉毛坯。
得到轨迹如下:
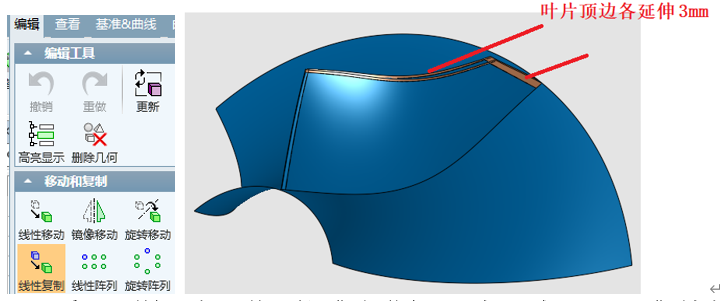
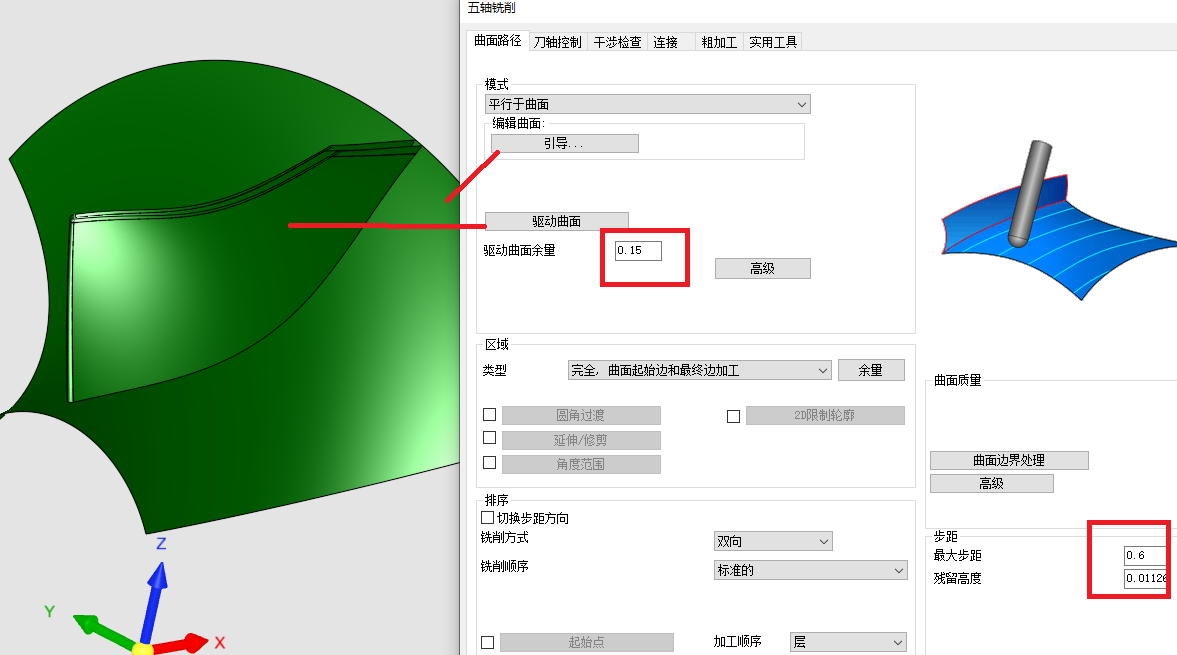
(7) 半精加工(流道)
复制流道面。通过叶轮根部圆角边裁剪流道,并两头进行延伸5mm。
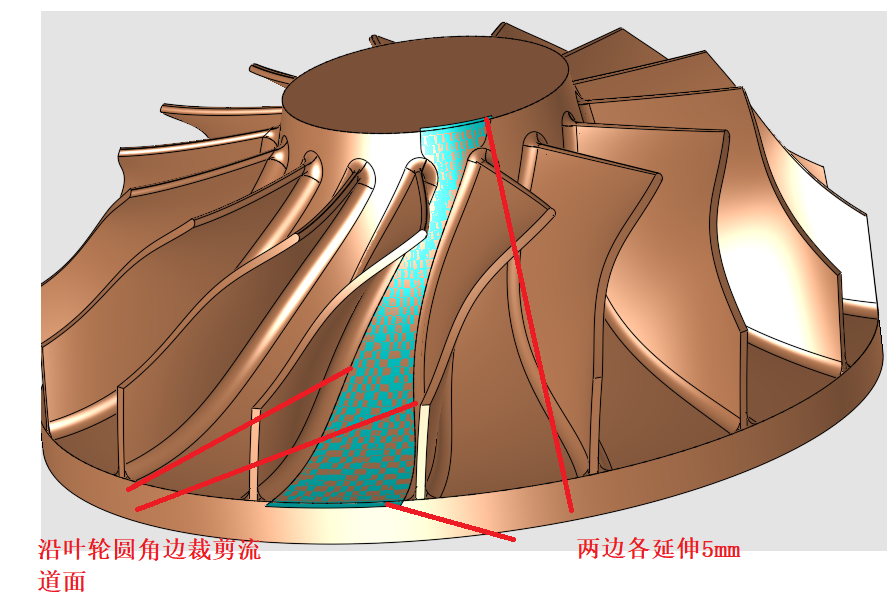
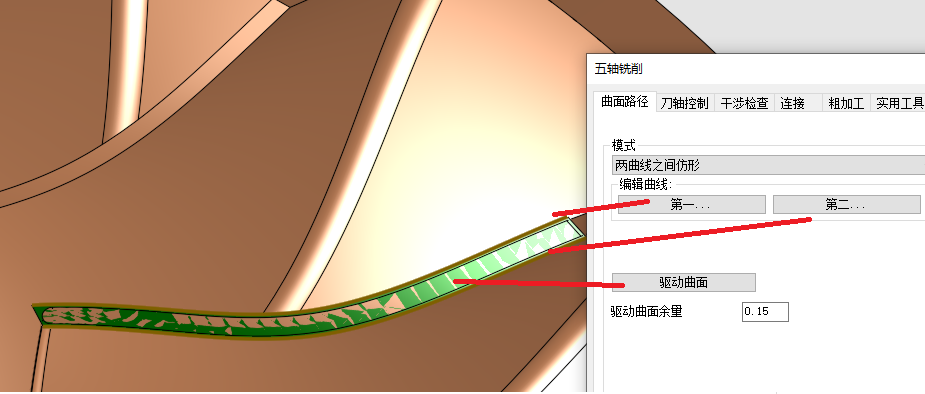
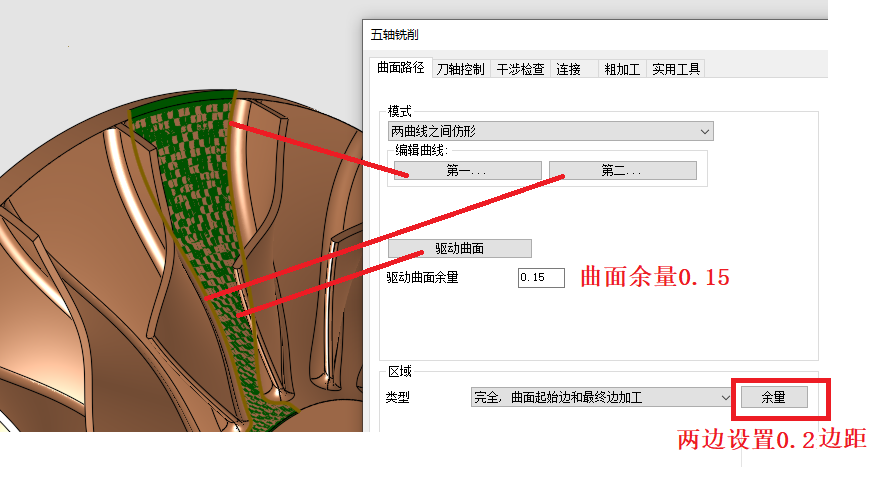
再采用“五轴加工-高级五轴--两曲线之间仿形铣”策略。刀具为8R4球刀。余量0.15,步距0.5. 驱动曲面为裁剪的流道面。转速S6500,进给F3500。
驱动曲面为流道面。两曲线分别为流道面的两条边。
注意:为保证刀具不碰到叶片面,设置边距为0.2
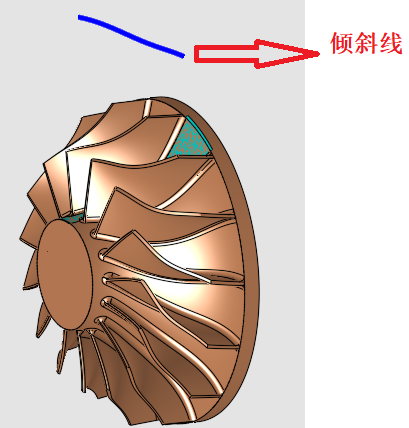
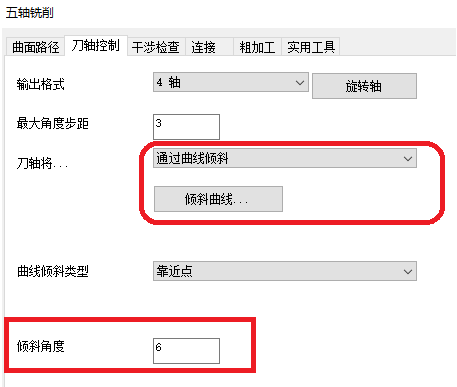
刀轴控制为“通过曲线倾斜”。倾斜线的位置在一个流道的中间,Z方向上。倾斜角为6。
得到轨迹如下:
(8) 根据第四步说明方式,旋转阵列所有半精轨迹。
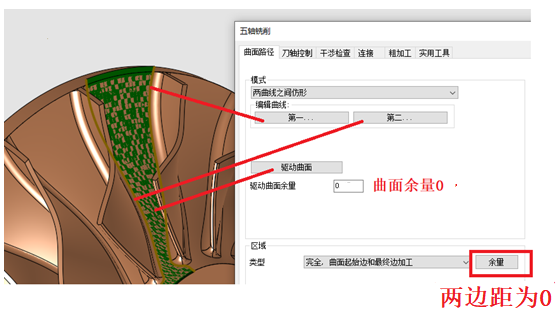
(9) 精加工程序。根据上述5、6、7、8步骤。进行精加工设置。刀具采用D8R4,转速S8000,进给F3000 。余量为零。
注意:边距的设置
叶片精加工边距为4。
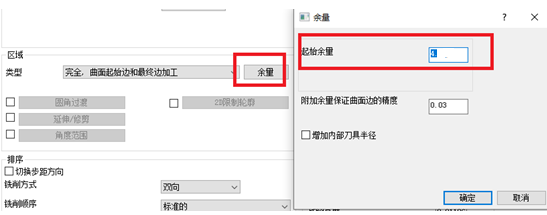
流道精加工边距为0.
得到轨迹如下:
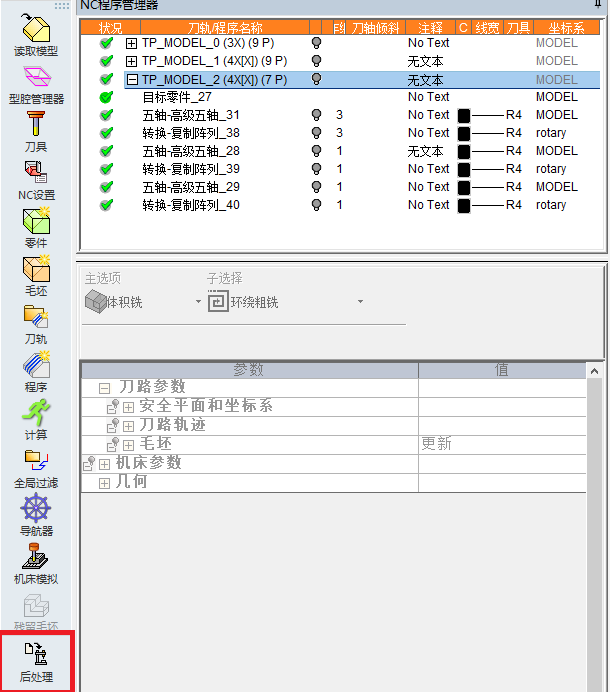
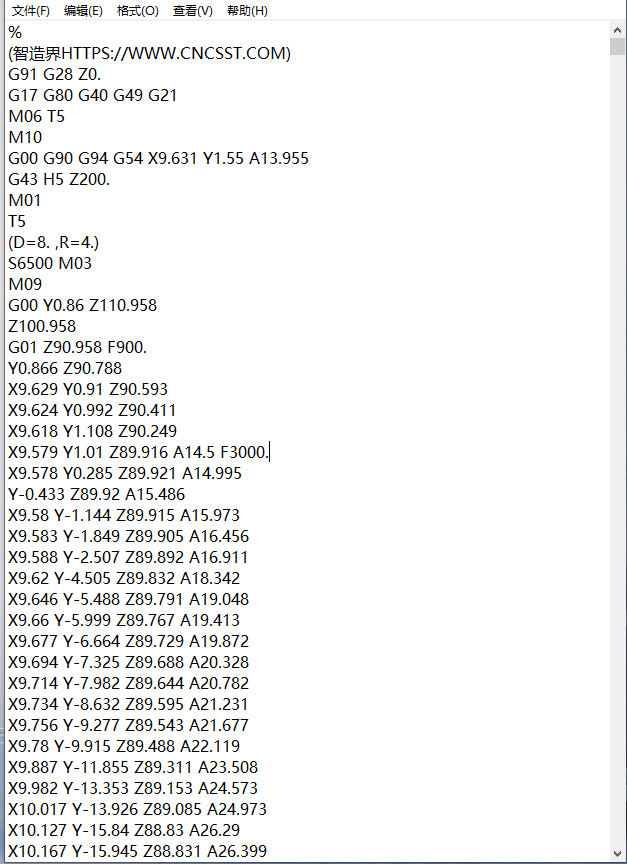
(10) 后处理程序