
纯铜焊接的最大难点是它的导热性太好了,所以对大的焊件必须预热和采用热量集中热源进行焊接。对于10mm厚直径200mm的纯铜管(T2),常采用500℃预热,手工钨极氩弧焊可以达到比较好的效果。
焊前准备
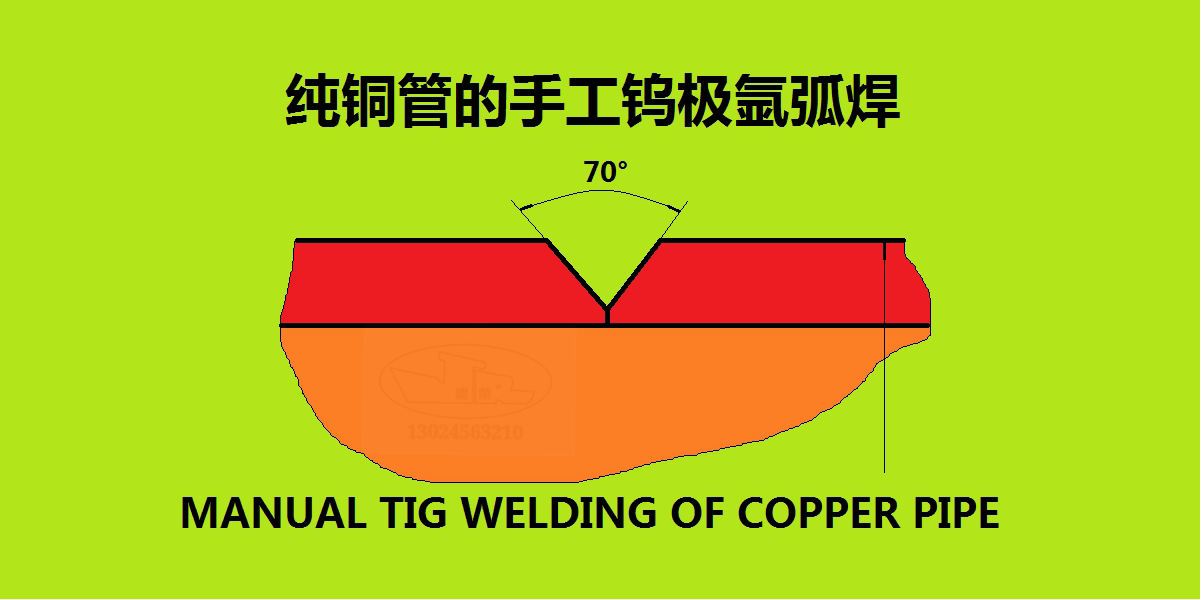
将焊接区域清理干净,开70°坡口,钝边不留间隙。焊机为WS400,采用直流正接,焊丝为S201,直径为3mm,氩气纯度为大于99.95%。焊接参数为:钨极直径3mm;喷嘴直14mm;焊接电流160~180A;氩气流量15L/min。预热温度为500℃左右。定位焊为三等分,以高3mm长10mm为宜。采用两层焊接,管子可转动,焊接位置通常在10~11点半。
打底焊
打底焊采用左向焊法,施焊时要防止产生气孔、夹渣、焊瘤及未焊透等缺陷。焊丝与焊枪夹角约90°。焊枪移动要均匀,熔池温度不能太高或太低,当熔池金属稍有下沉的趋势,说明已焊透,根部成形基本良好。一般采用间断送丝法 填丝。
盖面焊
焊枪左右摆动,焊丝也随焊枪运动而送丝,电弧运动到坡口两侧时要稍作停留,并添加焊丝,以填满坡口,并高出管平面1,5~2mm,焊枪与焊丝相互配合恰当,并摆动均匀;待焊缝稍冷却后再转动管件,并垫牢固,再继续焊接。焊接熄弧时,焊枪不能立即抬起,应继续利用延迟停气功能保护熔池以防产生气孔。这样才能焊出内外质量优良的焊缝。
