
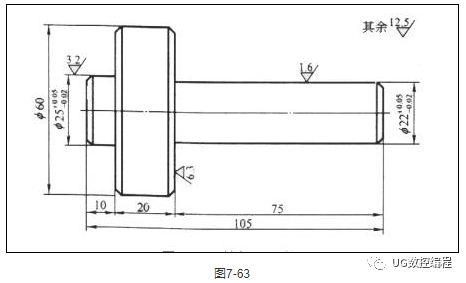
加工图7-63所示的零件,毛坯直径为Φ65mm、长为135mm,材料为45钢。

解: 采用华中数控系统编程。 该零件的加工工艺及其程序见表7-10~表7-12
粗加工φ60mm及φ22mm的外圆,留加工余量0.5mm。所用刀具有粗加工外圆正偏刀(T01)、刀宽为2mm的切槽刀(T02)。不想从事底层工作,想摆脱现状,想学习UG编程,可以加QQ群192963572学习CNC加工编程技术。加工工艺路线为:加工φ22的端面→粗加工φ60mm的外圆(留0.5mm的余量)→粗加工φ22mm的外圆(留0.5mm的余量)→切断工件,保证长为105.5mm。加工程序见表7-10。
表7-10 Φ60mm及Φ22mm外圆的粗加工程序


夹住已粗加工的φ22mm的外圆,掉头粗加工φ25mm的外圆。所用工具有外圆粗加工正偏刀(T01)、外圆精加工正偏刀(T03)。加工工艺路线为:加工φ25mm的端面→粗加工φ25的外圆(留0.08mm的余量)→精加工φ25mm的外圆。加工程序见表7-11
表7-11 φ25mm外圆的粗加工程序


用铜片垫夹φ25mm外圆,找正,精加工φ22mm的外圆。所用刀具为精外圆加工正偏刀(T03)。加工工艺路线为:精加工φ22mm的外圆→精加工φ60mm的外圆。加工程序见表7-12。
表7-12 φ22mm外圆的精加工程序
