
熔化极气体保护焊中,射流过渡是指显细小颗粒,沿焊丝的铅笔尖状的端头以喷射状态快速通过电弧空间,向熔池过渡的形式。随着电力的增加,由射滴过渡转变为射流过渡是突然发生的。射滴过渡是钟罩状电弧形态,而射流过渡是锥状电弧形态。由滴状过渡向射流过渡转变的突变电流称为“射流过渡临界电流”,影响临界电流的主要因素有:
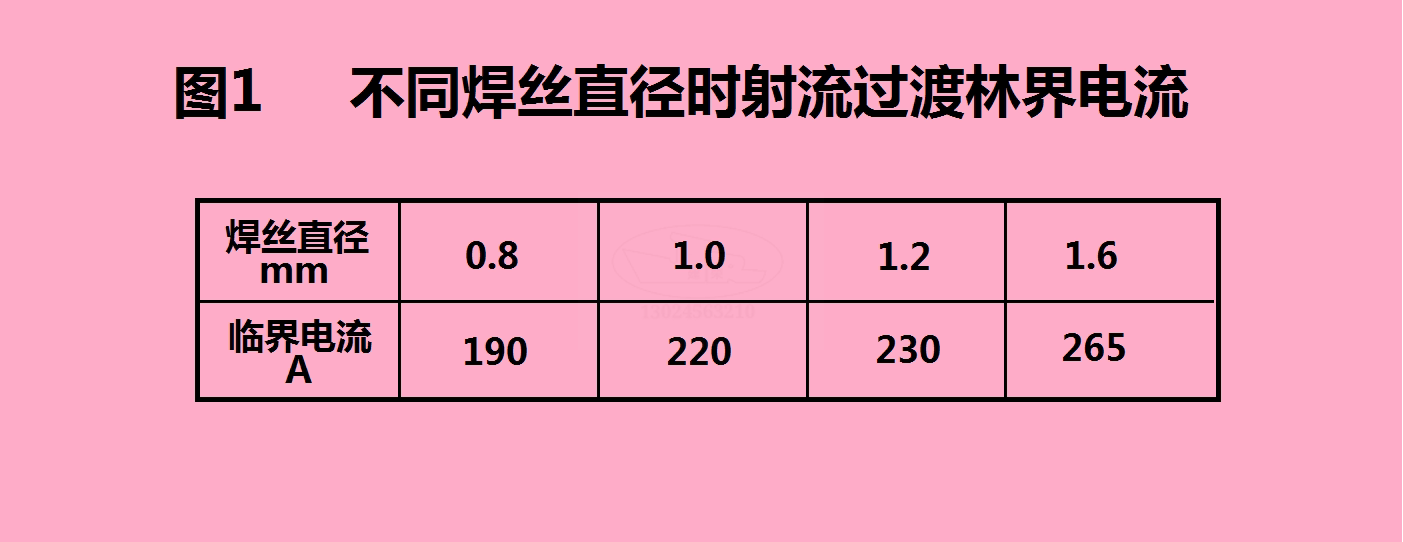
焊丝直径,随着焊丝直径的增加,临界电流也增加。如图1

焊丝成分,这里主要是缩颈电阻率和金属蒸发能力的两个方面,值得注意,铝的电阻率较低,难以跳弧,因而很难实现射流过渡。如图2

保护气体的成分,随着氧化性的提高,一般临界电流均有所提高。焊丝伸出长度,长度越长,临界电流越低。
总之,射流过渡的特点为:射流过渡的电弧形态是钟罩状;焊丝端头被电弧包围,产生大量金属蒸气,主要受斑点压力和等离子流力;射流过渡时,熔滴过渡情况是这样的:当电流大于265A以后,熔滴尺寸突然变小,仅为焊丝的30~60%,而熔滴过渡频率却高达200个/秒;射流过渡的熔池形状显指状熔深;射流过渡时,焊接过程比较平稳,无短路现象,飞溅极少,电弧声平和。
