
无铅回流焊机系统是把含有大量助焊剂的高温气流从预热区、再流区及冷却区前抽出,经过体外冷却过虑系统后,把干净的气体送回炉内,这样做还有一个好处就是使用氮气保护时。无铅回流焊接质量主要决定因素就是无铅回流焊机温度设置,这里分享如何正确设置无铅回流焊机温度。

设置无铅回流焊机温度首先助焊剂活跃阶段必须有适当的时间和温度,允许清洁阶段在焊锡颗粒刚刚开始熔化时完成。其次,充分的缓慢加热来安全地蒸发溶剂,防止锡珠形成和限制由于温度膨胀引起的组件内部应力,造成断裂痕可靠性问题。
回流焊温度曲线中焊锡熔化的阶段是最重要的,必须充分地让焊锡颗粒完全熔化,液化形成冶金焊接,剩余溶剂和助焊剂残余的蒸发,形成焊脚表面。此阶段如果太热或太长,可能对组件和PCB造成伤害。正确设置回流溫度要依據以下几点﹕
A. 根据排风量的大小进行设置。一般回流焊炉对排风量都有具体要求,但实际排风量因各种原因有时会有所变化,确定一个产品的温度曲线时,因考虑排风量,并定时测量。
B. 此外,根据设备的具体隋况,例如加热区的长度、加热源的材料、回流焊炉的构造和热传导方式等因素进行设置。
C. 根据使用焊膏的温度曲线进行设置。不同金属含量的焊膏有不同的温度曲线,应按照焊膏供应商提供的温度曲线进行具体产品的回流焊温度曲线设置。
D. 根据温度传感器的实际位置确定各温区的设置温度,若温度传感器位置在发热体内部,设置温度比实际温度高30℃左右。
E. 根据表面组装板元器件的密度、元器件的大小以及有无BGA、CSP等特殊元器件进行设置。
F. 根据PCB板的材料、厚度、是否多层板、尺寸大小进行设置。

几个参数同時影响曲线的形状,其中最关键的是传送带速度和每个区的温度设定。无铅回流焊机速度决定机板暴露在每个区所设定的温度下的持续时间,增加持续时间可以允许更多时间使电路装配接近该区的温度设定。每个区所花的持续时间总和决定总共的处理时间。
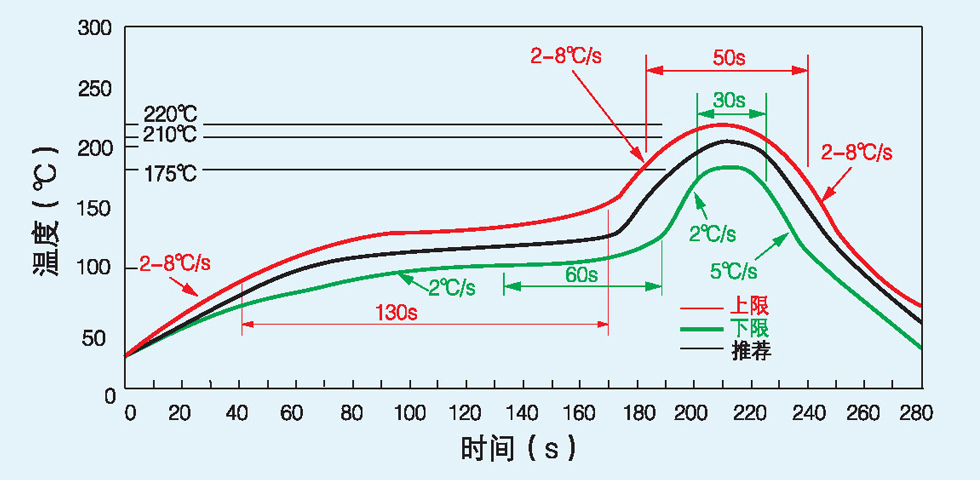
锡膏回流温度曲线的设定,最好是根据锡膏供应商提供的数据进行,同时把握组件内部温度应力变化原则,即加热温升速度小于每秒3℃和冷却温降速度小于5℃。PCB装配如果尺寸和重量很相似的话,可用同一个温度曲线。每个区的温度设定影响PCB的温度上升速度,高温在PCB与区的温度之间产生一个较大的温差。增加区的设定温度允许机板更快地达到给定温度。