
2.1分析零件
通过图形分析可知:
(1) 零件涉及曲面、钻孔等造型方法
(2) 零件可通过建立草图、拉伸、镜像、阵列、布尔运算等常用命令进行造型

2.2零件的实体三维造型
2.2.1建模
(1)打开UG8.5,新建建模文件“_model1.prt”

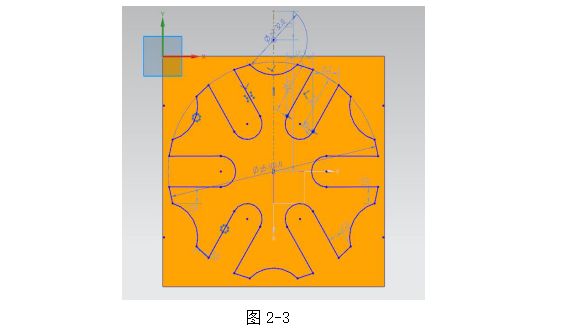
(4) 在立方体表面建立草图2,绘制图形(如图2-3)
(5)拉伸草图2,距离为6(如图2-4)


(7)在XZ平面创建草图3,绘制图形(如图2-6)


第三章 基于UG自动编程的型腔零件加工
3.1 加工工艺分析
(1)为了保证加工精度,所以在三轴数控铣床上一次装夹完成,采用四边分中进行对刀。
(2)该零件包括曲面、孔、型腔等结构,形状比较复杂,但是工序相对容易,表面质量和精度要求不高,所以综合考虑,工序安排比较关键。
(3)为了保证加工精度和表面质量,分析采用一次装夹加工完成,按照先主后次、先近后远、先里后外、先粗加工后精加工的原则依次划分工序加工
(4)选择105mm*105mm*20mm的方型毛坯料,材质为45#钢。
(5)在加工时先加工外轮廓和孔,最后加工曲面。
3.2 零件加工的刀具及各参数分析
合理选择切削用量的原则是:粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书、切削用量手册,并结合经验而定。具体要考虑以下几个因素:
切削深度ap。在机床、工件和刀具刚度允许的情况下,ap就等于加工余量,这是提高生产率的一个有效措施。为了保证零件的加工精度和表面粗糙度,一般应留一定的余量进行精加工。数控机床的精加工余量可略小于普通机床。
切削宽度L。一般L与刀具直径d成正比,与切削深度成反比。经济型数控机床的加工过程中,一般L的取值范围为:L=(0.6~0.9)d。
切削速度V。提高V也是提高生产率的一个措施,但v与刀具耐用度的关系比较密切。随着v的增大,刀具耐用度急剧下降,故v的选择主要取决于刀具耐用度。主轴转速n(r/min)。主轴转速一般根据切削速度v来选定。计算公式为:V=pnd/1000。数控机床的控制面板上一般备有主轴转速修调(倍率)开关,可在加工过程中对主轴转速进行整倍数调整。
主要根据允许的切削速度Vc(m/min)选取:
n= 其中Vc-切削速度,D-工件或刀具的直径(mm)
根据切削原理可知,切削速度的高低主要取决于被加工零件的精度、材料、刀具的材料和刀具耐用度等因素。
综合以上的分析,确定了零件的加工顺序、刀具规格和必要的参数,如表3.1

3.3 创建UG加工工序
3.3.1
设置加工环境

3.3.2
设置加工方法
进入加工方法视图(如图3-2),将MILL_ROUGH设置为0.5 其余都设置为0。(如图3-3)

3.3.3
定义加工坐标系和安全平面
(1)单击几何视图图标,进入几何视图(如图3-4)

(2)双击MCS_MILL然后将坐标系移动至工件表面。(如图3-5)

(3)点击自动平面,切换成平面,选择工件顶面,输入30。(如图3-6)

3.3.4
定义几何体
(1)双击WORKPIECE,弹出工件对话框(如图3-7)


3.3.5
创建刀具
单击创建刀具,弹出刀具选项框,选择刀具点击确认,之后弹出刀具参数框,设置后点击确定。(如图3-10、3-11)
重复上述步骤,分别创建D16、D8的平铣刀和D5R5的球头刀。

3.3.6
创建工序FM



3
.3.7
创建工序CM
点击创建工序图标选择millc_cintour然后点第一个型腔铣图标刀具选择D8,方法选择MILL_ROUGH(如图3-19点击确定。之后设置切削模式和每刀深度(如图3-20)。不想从事底层工作,想摆脱现状,想学UG编程可以加莫莫QQ1624392196领取学习资料和课程。



3
.3.8
创建工序FC
点击创建工序图标选择固定轮廓铣图标,刀具选择R5方法选择MILL_ROUGH(如图3-24)点击确定进入对话框如图(3-25)



3.3.9
创建精加工工序CMC
点击几何视图里的工序CAVITY_MILL进行复制在他下面粘贴(如图3-29)


3.3.10
创建精加工工序FCC
点击几何视图里的工序FIXED_CONTOUR进行复制在他下面粘贴(如图3-33)

然后再点击粘贴的FIXED_CONTOUR_COPY弹出对话框(如图3-34),刀轨设置里的方法改成MILL_FINISH


第四章 后处理生成程序
4.1 后处理
依次在工序上右键,选择后处理(如图4-1)弹出对话框,在其中选择后处理文件,(如图4-2)。这里选择已经编辑设置好的WIRE_EDM_4_ AXIS系统后处理文件,指定存放位置,确认输出,生成G代码,至此,加工完成。(如图4-2)。


第五章 模拟仿真加工
图5-1为模拟仿真加工出的工件
