
在以连铸为中心的炼钢生产组织中,为控制钢水温度,首先是尽可能减少钢水过程温降,降低出钢温度;其次是尽可能稳定炼钢操作,提高出钢温度的命中率,避免高温出钢;第三是加强生产调度和钢包周转等物流管理。浇铸温度过高,中间包耐火材料侵蚀严重,容易造成钢流控制失控,产生浇铸事故,而且铸坯易产生裂纹、中心偏析、疏松等缺陷,还会加剧钢水的二次氧化;而浇铸温度过低,则易使钢水冻结而中断浇铸,或使钢水黏度增大,导致夹杂物上浮困难,铸坯表面品质差,而且造成中间包内残钢量增多,金属收得率降低。通常将中间包内钢水温度波动控制在5℃以内。可见,中间包钢水保温技术不仅仅是节能,还关系到钢水及其产品的质量问题和生产安全问题。
目前,宝钢股份1930CCM连铸机中间包是砖砌型中间包,其耐火材料结构是采用75mm厚黏土砖作为永久衬,采用145mm厚的黏土砖、烧成莫来石砖、铝锆预制砖作为预备工作衬(包底、熔池大部采用黏土砖,渣线采用烧成莫来石砖和铝锆预制砖,包底冲击区及水口座砖易冲刷部位采用烧成莫来石砖)。目前,中间包内衬的隔热保温效果不明显。对于炼钢中间包来说,采用隔热保温技术不仅能减缓中间包壳体变形,更重要的是减少了钢水温降,对降低转炉出钢温度、提高钢材品质、延长包壳寿命以及减少钢水温度过低而造成的断浇事故,均有很大的好处。因此,对宝钢中间包进行隔热保温技术研究显得尤为重要。
由于钢水在中间包中的热量损失主要有三种形式:中间包上部表面散热、包内衬蓄热、通过内衬向包外壳传导散热,因此,拟通过优化宝钢中间包内衬保温配置研究,获得减少中间包浇铸过程中的温降和温度波动的中间包内衬耐火材料配置技术,以实现中间包安全、稳定、长寿、节能运行。
保温中间包内衬材料的配置
宝钢保温中间包采用纳米微孔隔热板隔热层、轻质保温砖以及低水泥半轻质莫来石浇注料整体浇注。
1.1保温材料的性能研究
1.1.1纳米微孔隔热板
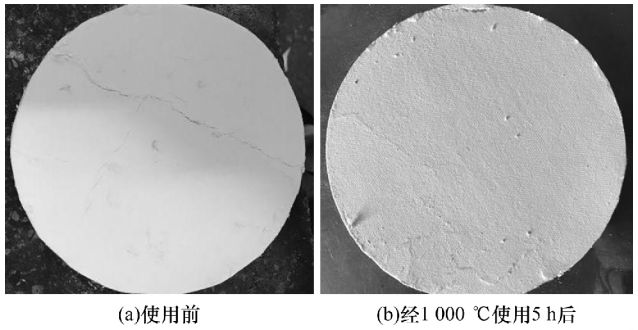
纳米微孔隔热板(简称“纳米板”)是一种基于纳米微孔原理研制而成的新型隔热材料,主要是采用超细SiO₂和热辐射吸收材料等经特殊工艺压制而成的多孔板状物,它具有超低的热导率(比静止空气的还低)。目前在宝钢保温中间包上试用的纳米板WDS最高使用温度可达1100℃,在800℃下的热导率为0.043W·(m·K)-¹,其组成(w)为:SiO₂50%,ZrSiO₄45%,其他5%;体积密度为(430±10)kg·m-³。对使用前的新板进行检测发现,其在500℃下的热导率为0.027W·(m·K)-1,于1100℃保温5h的烧后线变化率为-1.75%。观察在中间包上经1000℃使用5h后的纳米板发现,无明显烧结或收缩现象,用后板保持良好状态(见图1);而且其500℃时的热导率为0.028W·(m·K)-1,保温性能几乎没有变化。可见,该纳米板在1000℃的高温下可以使用。

▲图1 WDS纳米板使用前后的外观形貌
1.1.2轻质保温砖———漂珠砖
为了保护纳米板,还选用了一种轻质保温砖———漂珠砖来隔热,用于永久层和纳米板之间。对现场拟选用的2种漂珠砖进行了性能对比分析,具体见表1。综合评价为:1#漂珠砖在1250℃保温2h烧后的收缩很大,出现了过度烧结现象,因砖“瓷化”而造成强度高;2#漂珠砖在1250℃保温2h烧后的收缩率符合国标中小于2%的要求,而且耐高温性能较好。因此,现场应用中以采用2#漂珠砖为宜。

▲ 表1 漂珠砖技术指标实测值
1.2整体浇注料的性能研究
宝钢现用中间包永久衬采用砖砌施工,为了实施中间包保温技术,拟用浇注料整体浇注成永久衬来取代砖砌的黏土砖与莫来石砖等。中间包永久衬浇注料的使用过程为:连铸前在其表面施工工作层涂料→中间包烘烤升温→连铸浇钢时受到钢水的高温和静压力作用→连浇结束→中间包冷却→涂料解体→表面再施工涂料,如此反复。由于永久衬浇注料的使用寿命要求较长(一般在600炉以上),且要防止涂料解体、翻包时永久层浇注料松动,因此对其抗热震性、强度(尤其是高温烧后强度)、体积稳定性都提出了较高的要求。此外,由于中间包涂料的气孔率较高,渣往往会穿过涂料层渗透到永久衬中,因此还要确保永久衬具有较好的抗渣性。为使永久衬浇注料兼具以上性能要求,可采取如表2所示的措施。

▲ 表2 中间包永久衬浇注料必须具备的性能和措施
为了确保中间包永久衬的抗热震性,浇注料的Al₂O₃含量要适当控制。采用Al₂O₃含量为50%~65%(w)的较好,其物相主要是莫来石,具有良好的抗热震性。采用超低水泥结合技术,水泥含量低,高温下形成的CaO-Al₂O₃-SiO₂低熔点物相很少。对于正在实施的中间包保温项目,除了在钢壳处设置隔热层之外,还应采用半轻质浇注料做永久衬,并控制适当的强度,不要过分追求较低的热导率。表3列出了分别在16#和6#中间包上试用的半轻质永久衬浇注料的实测性能指标。

▲表3 在中间包上试用的半轻质永久衬浇注料实测性能指标
经过上述研究分析并根据实际应用情况,建议中间包永久衬浇注料的技术规格要求如表4所示。

▲表4 中间包永久衬浇注料技术规格要求
中间包保温的实施和效果
2.1中间包耐火材料配置结构设计
为降低中间包热量损失,增加一层隔热衬,隔热衬采用5mm厚的纳米板隔热保温层和30mm厚的轻质砖;永久衬采用半轻质莫来石浇注料,包壁厚度为185mm,包底浇注区厚度为185mm,冲击区部位厚度为330mm;工作层涂料厚度为40mm,渣线及局部冲刷区域45~50mm。具体结构如图2所示。
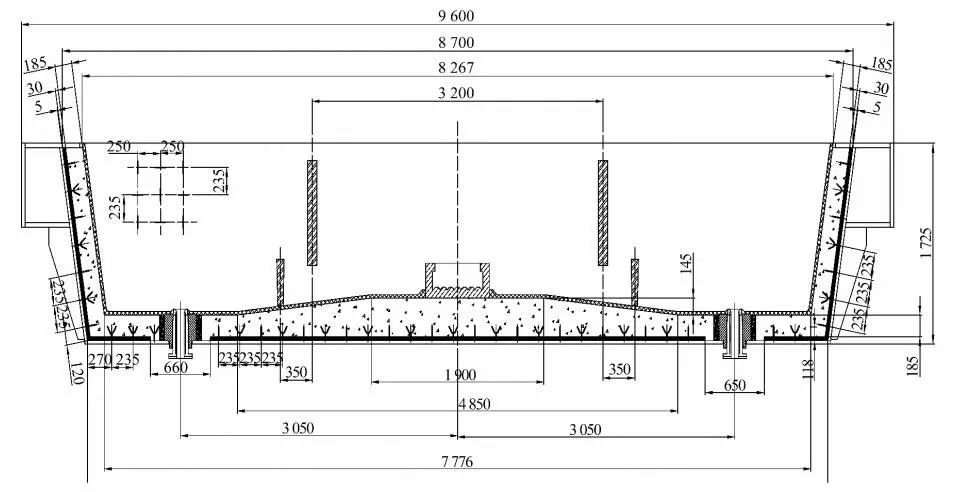
▲图2 保温中间包的耐火材料结构(尺寸单位:mm)
2.2中间包热平衡时理论计算
通过中间包热平衡时模拟计算各界面温度,以评估中间包各种材料的使用安全性。模拟计算时设定的边界条件为:钢板厚度30mm,纳米板厚度5mm,轻质砖厚度30mm,永久衬浇注料厚度185mm,工作层涂料厚度40mm;工作层涂料与钢水界面温度1550℃。达到平衡时各界面温度模拟计算结果为:涂料与浇注料的界面温度为1430℃,浇注料与轻质砖的为956℃,轻质砖与隔热板的为737℃,隔热板与钢壳的为202℃。模拟计算结果表明,各种材料均在安全使用范围内,但相比原用黏土砖的中间包,工作层涂料与永久衬浇注料的界面温度有所提高。
对现用的砖砌型中间包(以下简称“砖砌包”)耐火材料结构和上述试验中间包(以下简称“试验包”)的耐火材料结构均进行了热平衡后传热模拟计算,结果如表5所示。可以看出,原砖砌包达到热态平衡时的钢壳温度为298.2℃,通过中间包钢壳的热量损失为6749.8W·m-²;试验包达到热态时的钢壳温度为201.6℃,通过中间包钢壳的热量损失为3237.5W·m-²。此计算结果是在达到热态平衡时模拟的结果,虽然中间包在使用中往往不能达到热态平衡,但可以说明一种趋势,即:在中间包趋向热平衡的状态时,各层材料均在安全使用范围内,同时与原砖砌包采用的耐火材料相比具有一定的保温效果和较少的热量损失。

▲ 表5 两种形式热平衡传热模拟计算对比
2.3连铸过程中间包保温效果评估
对砌有隔热衬和浇注料永久衬的6#试验包和现用砖砌包在连铸过程中进行了全程的钢壳温度监测。采用非接触式红外测温仪对对象包监测的相同部位的3个测温点同时进行了温度测量并记录,从表6的监测温度记录来看,随着中间包使用炉龄的增加,无论是砖砌包还是有隔热衬的包,钢壳温度均升高,热量损失增加;试验包与砖砌中间包相比,同一浇次浇铸后期的钢壳温度要低得多,具有明显的保温隔热效果,热量损失减少,节能效果明显。按目前浇铸6炉计,与砖砌包相比,优化配置后的保温中间包钢壳温度从第1炉的降低17℃到第6炉的降低83℃,说明随着连浇炉数增多,钢壳降温更加明显。
又对上述两种中间包的钢水温降情况进行了对比,结果如表7所示(X与σ分别是钢水温降的均值与标准偏差)。由表7可知,与现用砖砌包相比,试验包的保温效果良好,可以明显延缓连铸过程中包内钢水温度的降低。

▲表6 连铸过程中中间包钢壳温度监测记录℃

▲表7 中间包内衬保温配置前后钢水温降情况对比
结 论
通过优化宝钢中间包内衬保温配置研究,将普通的砖砌型中间包改为采用纳米微孔隔热板、轻质保温砖以及低水泥结合半轻质莫来石浇注料的中间包。按浇铸6炉计,优化配置后的保温中间包钢壳温度从第1炉的降低17℃到第6炉的降低83℃,随着连浇炉数增多,包壳降温更加明显;钢水温降的标准偏差σ降低10.39%,波动幅度明显收窄,有利于提高连铸浇钢过程中钢水温度的稳定性,提高铸坯品质。
宝山钢铁股份有限公司