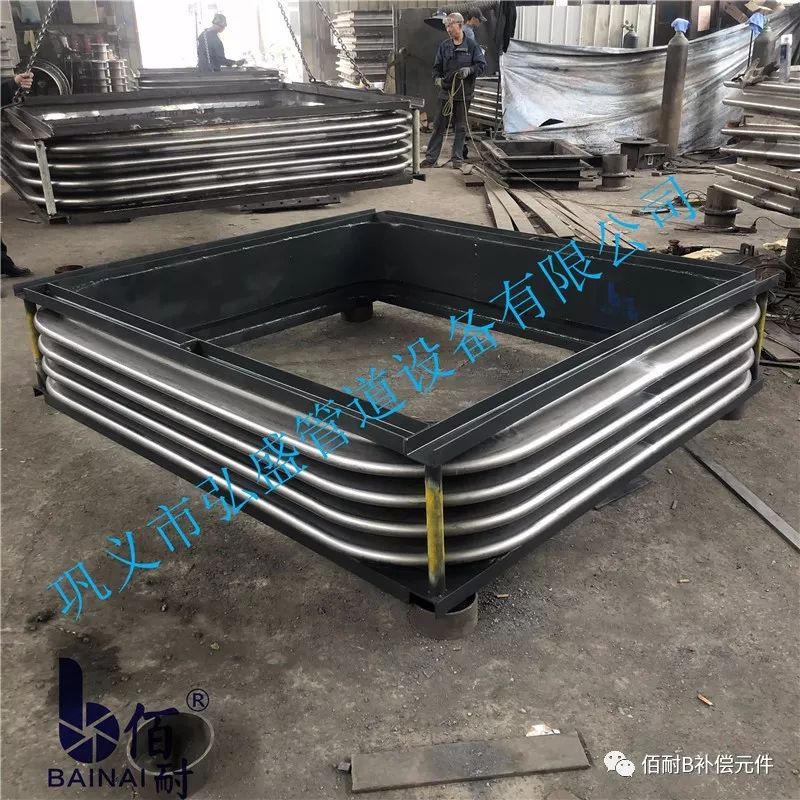

矩形圆角膨胀节技术要求:
1,焊接式波纹采用圆角波。
2,设计及制造要求按国家GB/T12777-2008《金属波纹管补偿器通用技术条件》及EJMA-2003第八版执行,卖方负责补偿器设计。
3,补偿器波纹材料:应采用塑性好、抗疲劳性强、可焊性好的材料。
4,补偿器采用圆角;补偿器结设计上要充分考虑产品的钢度和强度。
5,补偿器波纹管厚度应≥1.2mm、波高及波距卖方根据技术参数表中膨胀值进行核算。
6,补偿器进出口边接板厚度≥8mm,加固肋采用不低于电力行业的有关标
序号 名称 接管外径,长度 单位 数量 轴向补偿值 径向补偿值 工作压力(长期/冲击) 工作温度(长期/冲击) 工作介质
煤加前高炉煤气管道
1 焊接式波纹补偿器 1620x1800 件 1 -30mm 30mm 3~12kPa/50kPa 60℃/80℃ 高炉煤气
煤加后高炉煤气管道
2 焊接式波纹补偿器 1420x1800 件 2 -30mm 30mm 3~12kPa/50kPa 160℃/200℃ 高炉煤气
3 焊接式波纹补偿器 1020x2200 件 8 -30mm 30mm 3~12kPa/50kPa 160℃/200℃ 高炉煤气
4 焊接式复式波纹补偿器 720x1400 件 4 -30/+20mm 120mm 3~12kPa/50kPa 160℃/600℃ 高炉煤气
5 焊接式复式波纹补偿器 630x1400 件 4 -30/+20mm 135mm 3~12kPa/50kPa 160℃/600℃ 高炉煤气
铁合金煤气管道
6 焊接式波纹补偿器 1020x1800 件 1 -30mm 30mm 3~12kPa/50kPa 60℃/80℃ 高炉煤气
7 焊接式复式波纹补偿器 426x1800 件 4 -30mm 120mm 3~12kPa/50kPa 60℃/600℃ 高炉煤气
准规范,采用的结构及重量等参数需在投标书中体现。
7,补偿器能适应高炉和铁合金煤气的特性,不泄漏。补偿器软体部分、金属框架、内衬板等金属部分的使用寿命能达到四年以上,补偿器使用疲劳次数不小于3000次。
8,卖方根据买方提供的工作条件及技术参数,包括所示的位移和各连接尺寸进行补偿器的设计制造。补偿器由软体部分、金属框架、内衬板等金属部件所组成,在工地与需方的管道焊接相连。补偿器的结构应考虑自身的膨胀,并防止内衬钢板受热后产生裙边现象。
9,卖方应提供补偿器内部材料结构、厚度等参数。
10,补偿器由接管、波纹管、拉杆及螺母等组成,各部分材质要求:
10.1补偿器波纹管材质采用316L;
10.2补偿器接管材质采用Q235B(烟道)/ Q235D (煤气管道);
10.3补偿器带导流筒材质采用Q235B(烟道)/ Q235D (煤气管道);
10.4补偿器拉杆材质采用Q235-D
11,波纹管不允许存在环焊缝,纵焊缝 不允许存在焊缝余高;
12,波纹管与接管连接的环焊缝采用氩弧焊焊接,焊后需要进行着色探伤,表面不得有裂纹及影响强度的缺陷存在,达到NB/T 47013.5-2015中II级标准;
13,波纹管在制造过程中采用覆膜保护,以防止在制造过程中波纹管表面划伤;
14,接管对接纵焊缝采用GB/T 985.1-2008或GB/T 985.2-2008规定的V型坡口焊型式,除注明外,搭接或角焊缝的焊角高度均等于母材中较薄件的厚度,且为连续焊;
15,补偿器组装过程中,波纹管表面应加以覆盖,防止焊渣、飞溅落在波纹管上,严禁在波纹管上引弧,以免造成损伤;
16,碳钢件内外表面喷砂除锈处理,达到Sa2.5级,底漆两层,面漆两层,
油漆干膜厚度达到75μm.
17,所有金属补偿器均为露天布置,其材料应能满足本附件中所提供的各种原始设计条件,耐高温、耐风化,耐盐雾腐蚀、耐烟气腐蚀等性能。
18,所有金属波形补偿器应设计成能无损害和无泄漏的承受各种高温偏移范围,并且能承受可能发生的最大设计正压和负压加上不小于1000Pa余量的压力。
19,金属波形补偿器及与烟道、各煤气管道的密封必须是100%气密性。
20,金属波形补偿器和补偿器框架应在卖方厂内完成整合制造。由于运输的限制,需在现场安装组对时,卖方派技术人员在现场进行技术指导和服务。