

我是一颗五颜六色、形状变化莫测的螺纹~

这是我们的螺纹大家族
也就是我的兄弟姐妹们~

实话告诉你们,大到飞机火车,小到钢笔、圆珠笔等等,处处都有我们螺纹家族的身影,秀一波我们兄弟姐妹忙碌在各个零件的自拍照~


管接头

很多人问我们,如何定义我们螺纹家族的人?很简单,我们螺纹就是从外部或内部切入工件的螺旋线。
我们螺纹的主要功能:
>通过组合内螺纹产品和外螺纹产品形成机械连接。
>通过将旋转运动转换为线性运动传递运动,反之亦然。
螺纹家族类型
我们家族是按照螺纹牙型、螺纹线的方向、螺纹线的线数、螺纹线形成的表面进行分类的,这就是我们四大家族。
按螺纹牙型分类:
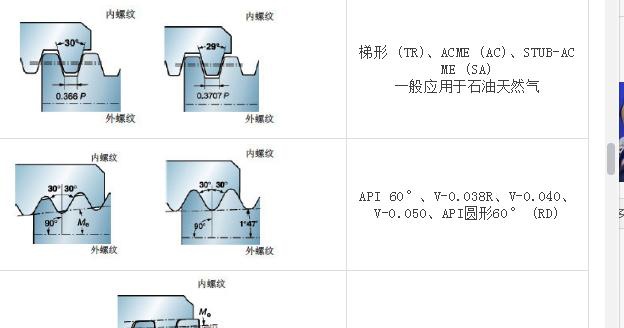
在通过螺纹轴线的剖面区域上,螺纹的轮廓形状称为牙型。按牙型可分为三角形、梯形、矩形、锯齿形和圆弧螺纹。
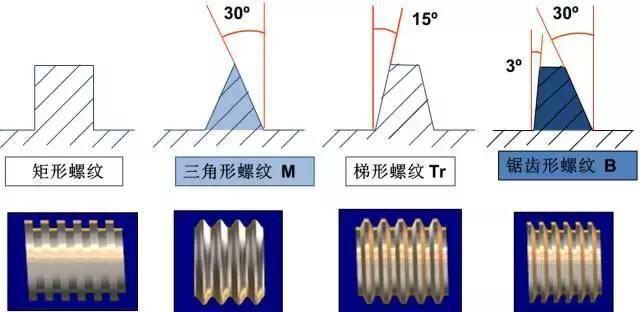
螺纹的牙型比较
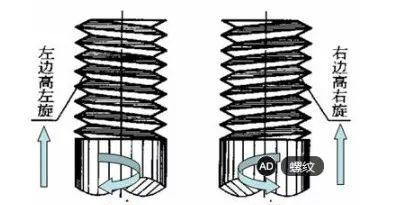
按螺纹线的方向分类可分为左旋和右旋:
按螺纹线的线数可分为单线和多线;
沿一条螺旋线形成的螺纹称为单线螺纹,沿轴向等距分布的两条或两条以上的螺旋线形成的螺纹称为多线螺纹。

单线螺纹(左) 双线螺纹(右)
按螺纹线形成的表面可分为圆柱和圆锥等:
螺纹牙型术语及应用
螺纹牙型家族是我们最大的家族,也是应用最普遍的一组。螺纹牙型家族的定义:螺纹牙型确定螺纹的几何形状,包括工件直径 (大径、中径和小径)、螺纹牙型角、螺距和螺旋角。下面我给大家详细介绍一下我们的术语及分类:
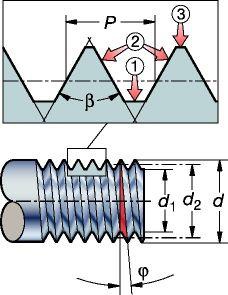
螺纹牙型术语
1. 牙底 – 连接两个相邻螺纹牙侧的底部表面。
2. 牙侧 – 连接牙顶和牙底的螺纹侧表面。
3. 牙顶 – 连接两个牙侧的顶部表面。
P = 螺距,mm或每英寸螺纹数 (t.p.i.)
ß = 牙型角
ϕ = 螺纹螺旋升角
d = 外螺纹大径
D = 内螺纹大径
d1 = 外螺纹小径
D1 = 内螺纹小径
d2 = 外螺纹中径
D2 = 内螺纹中径
中径,d2 / D2
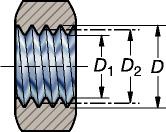
经验总结:螺纹的有效直径,大约在大径和小径之间一半的位置处。
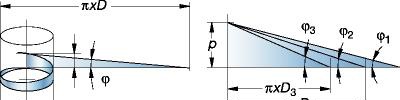
螺纹的几何形状基于螺纹中径 (d, D) 和螺距 (P):工件上沿着螺纹从牙型上的一点到相应的下一点的轴向距离。这也可以看作是从工件绕开的一个三角形。
螺纹牙型分类
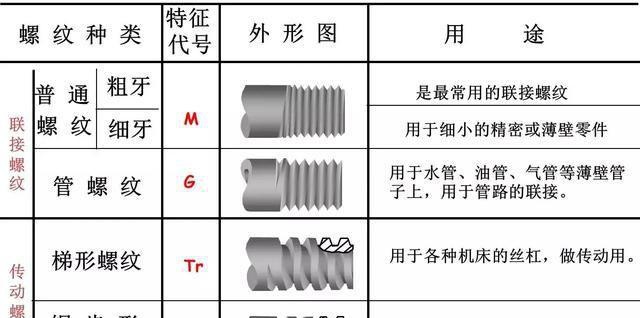
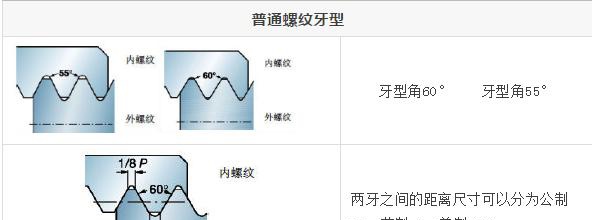
普通螺纹牙型
普通螺纹牙型适用于机械工业所有领域的通用性连接方式。
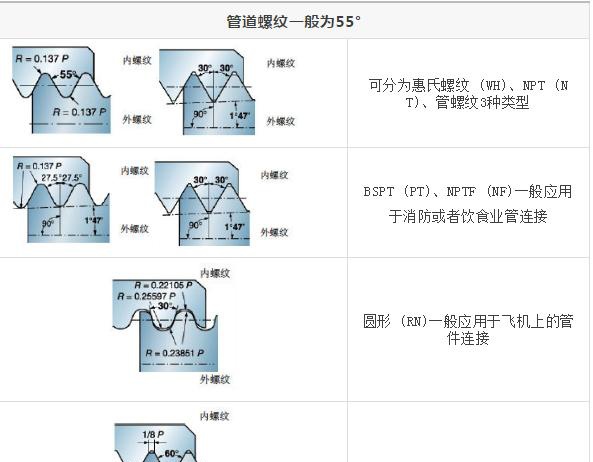
管道螺纹一般为55°
螺纹切削
说完我们强大的家族,再说说最讨人厌的敌人家族—车削、铣削、攻丝套丝磨削、研磨和旋风切削等,我们的成型及各种应用都是在这四大家族的摧残下形成的~
车削、铣削和磨削螺纹时,工件每转一转,机床的传动链保证车刀、铣刀或砂轮沿工件轴向准确而均匀地移动一个导程。在攻丝或套丝时,刀具(丝锥或板牙)与工件作相对旋转运动,并由先形成的螺纹沟槽引导着刀具(或工件)作轴向移动。
螺纹车削
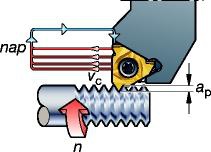
vc = 切削速度 (m/min)
ap = 总的螺纹深度 (mm)
nap = 总的螺纹深度 (mm)
t.p.i. = 每英寸螺纹数
进给量 = 螺距
- 在车床上车削螺纹可采用成形车刀或螺纹梳刀。

成型车刀
优点:用成形车刀车削螺纹,由于刀具结构简单,是单件和小批生产螺纹工件的常用方法。
- 螺纹梳车刀

优点:用螺纹梳刀车削螺纹,生产效率高,但刀具结构复杂,只适于中、大批量生产中车削细牙的短螺纹工件。
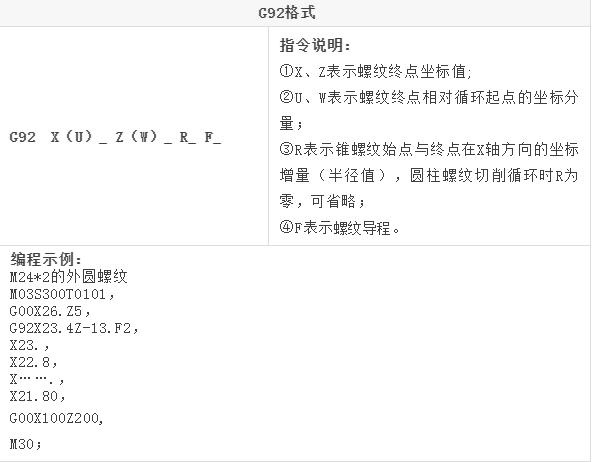
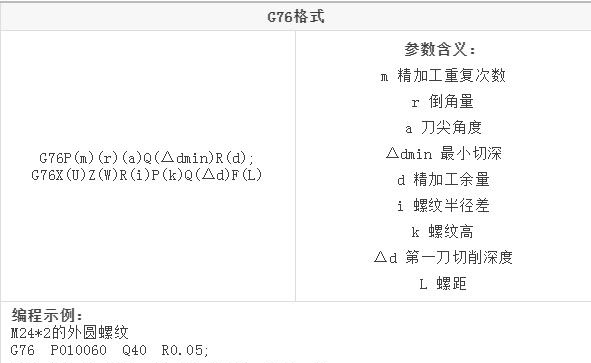
实例:
加工中心铣削
可以采用攻螺纹循环和铣削循环(G74和G84进行攻丝加工螺纹。但是对于大直径螺纹、非旋转类或非对称类零件、盲孔不带退刀槽的螺纹、攻且攻丝容易出现问题的场合,可以通过螺纹铣削的方法来加工螺纹)。

铣削的优点:
1、一种型号的螺纹刀片可加工螺距相同的不同直径的螺纹。
2、铣削螺纹刀片方式加工的螺纹,质量比传统方式机夹刀片刀具寿命更长。
3、采用多齿螺纹铣刀加工速度 远远超过攻丝方式,并且质量非常稳定。
公式:加工内螺纹時、内螺底孔的直径要小于螺纹的公称直径,其计算公式为:D孔=D-(1.05~1.1)P其中:D孔为内螺纹小径,D为螺纹公称直径,P为螺距。内螺纹的大径等于螺纹公称直径。
例如:我们要攻M10螺纹时的底孔直径是多少?
根据公式D孔=D-(1.05-1.1)×1.5=8.35~8.42mm
例1:G84正转攻右旋螺纹循环
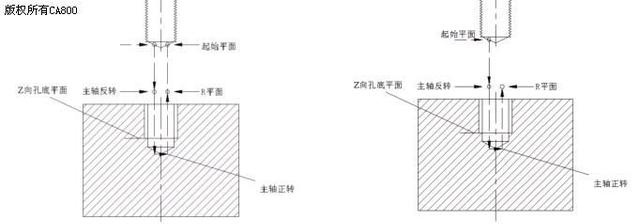
指令格式: G90(G91) G98(G99) G84 X__Y__Z__R__F__
X , Y 攻孔的位置
Z:攻牙深度
R:回归点
F:螺距
例2:如攻一个深20 mm深的螺距为1mm螺纹
G84 G91 X100 Z-20 R-95 P5000 F1;
示例:直径20的 螺距 为1.5的 有效深度 10底孔为18.5
G90G0G54XOYO;
G1ZOF1000;
G41D1X-15.F300;
G03I10.Z-1.5;
G03I10.Z-3.;
G03I10.Z-4.5;
G03I10.Z-6.;
G03I10.Z-7.5;
G03I10.Z-9.;
G03I10.Z-10.5;
G01G40X0;
G00Z100.M09;


学习的事建议不要犹豫!你犹豫或者不敢尝试的心态,今天不迈出这步以后也一样畏畏缩。你犹豫可以!随之而来的就是自己回去摸索三四年、网上学的东西七零八落、五花八门、知识又不实战没经验、知识不连贯、走火入魔、遇见一个工件看似能编出来、一开始编又蒙圈了、到底该用哪个师傅的方式编呢?
几年下来撞N次机器、报废无数产品、有问题无处问、就差在加工行业留下不好印象最后面试的公司都没得选,谁知道四年过去了才滚到一个普普通通的工资。而选对了导师的学员和你一起起步的,现在的工资已经是你的几翻翻了,希望大家找对学习的方向,梦想会实现的。
益壯 Y.T.- 舍弃式牙刀视频▼