某煤矿一台水环真空泵因长时间运行导致金属疲劳,金属内部结构并不均匀,从而造成应力传递的不平衡,有的地方会成为应力集中区。与此同时,金属内部的缺陷处还存在许多微小的裂纹。在力的持续作用下,裂纹会越来越大,金属中能够传递应力部分越来越少,直至剩余部分不能继续传递负载时,金属构件就会全部毁坏。目前这台水环真空泵轴承位磨损很严重,由于生产因素,企业急需在线修复技术,所以了解了我们索雷碳纳米聚合物材料技术。企业提供的相关数据如下:磨损宽度35mm,设备转速220r/min,轴承型号M252349/M252310。
针对该水环真空泵轴承位修复问题,经过工程师分析后,我们索雷碳纳米聚合物材料技术完全可以在线解决,修复过程如下:
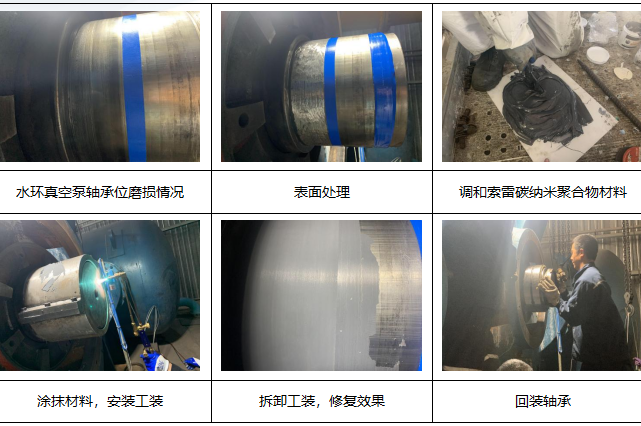
1.查看水环真空泵轴承位磨损情况;
2.用氧气乙炔表面除油;
3.打磨修复面,确保表面粗糙以增大粘结力;
4.用无水乙醇清洗修复表面;
5.安装工装空试是否合适;
6.空试完成后,按比例调和索雷碳纳米聚合物材料,调和至均匀无色差为止;
7.把调和好的材料涂抹在修复面上,安装工装到位;
8.加温固化,提高材料性能且可以快速固化;
9.拆卸工装,核实修复尺寸,确认无误后清除多余材料;
10.回装轴承。
水环真空泵轴承位修复图片如下: