
原标题:【成形工艺】我要学铝成形-铝板轧制基础
铝加工材分为变形加工和铸造加工两种形式。变形加工分为挤压和压延两种,挤压材有管、棒、型、线材之分,但型材用量最大,一般将挤压材称为挤压型材,或铝型材;通过压延(轧制)而成的有板、带、条、箔材。通过压铸的方式加工的称为铝铸件,主要用在汽车和通讯设备两大消费领域。下图为常见的铸件、压铸件、板、带、箔、条、管、棒、型、线、粉、模锻件,那么,对于铝合金轧制工艺,你了解吗?
图1
工艺简介
轧制是锭坯依靠摩擦力被拉进旋转的轧辊间,借助于轧辊施加的压力,使其横断面减小,形状改变,厚度变薄而长度增加的一种塑性变形过程。
轧制的目的:获得所需的形状与尺寸,并使组织和性能得到一定的改善。

图2
生产过程视频:
分类
根据轧辊旋转方向不同,轧制又可分为:纵轧、 横轧、斜轧。
1
纵轧轧制时,工作轧辊的转动方向相反,轧件的纵轴线与轧辊的轴线相互垂直,这种轧制方法称为纵轧,是铝合金板、带、箔材轧制中最常用的方法。

图3
2
横轧轧制时,工作轧辊的转动方向相同,轧件的纵轴线与轧辊轴线相互平行,这种轧制方式叫做横扎,在铝合金板带材轧制中很少使用。

图4
3
斜轧轧制时,工作轧辊的转动方向相同,轧件的纵轴线与轧辊轴线成一定的倾斜角度,这种轧制方式叫斜轧。在生产铝合金管材和某些异形产品时常用双辊或多辊斜轧。

图5
根据轧制工艺,有冷轧和热轧之分。
冷轧通常指金属在再结晶温度以下的轧制过程,而热轧就是在再结晶温度以上进行的轧制。
再结晶是在较高温度下加热使晶粒重新形核长大的过程,可作为使晶粒微细化的 手段,来改变晶体性能。

图6
根据板材状态,可将轧制板材分为以下几类:

图7
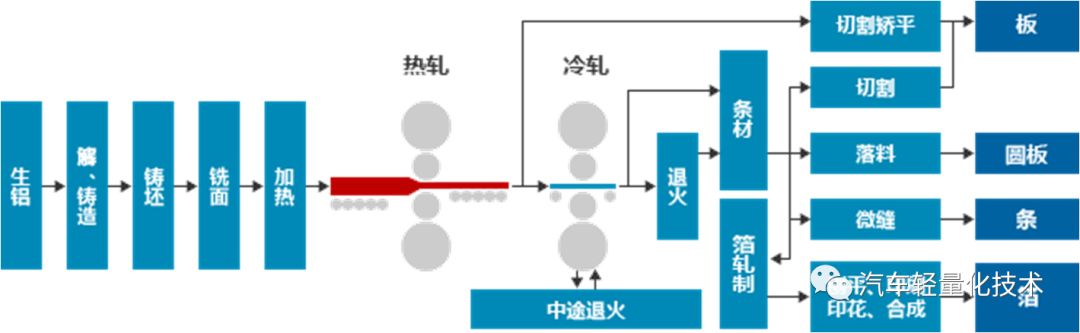
生产流程
铝板的主要生产流程为:铝锭-轧制坯料-铝板带-铝箔。在汽车上用的较多的扎制品是铝板,通过冲压成形的方式制成零件。

图8
1
铸锭热轧一般指金属再结晶温度以上对锭坯进行的轧制。铸锭热轧后产品为热轧卷,是冷轧的重要原材料之一。热轧产品一般分两类,即热轧厚板(厚度>7mm)和热轧卷(厚度<7mm)。

图9 铸锭(图源自忠旺)
2
连续铸轧在两个相对旋转的被水冷却的轧辊辊缝间不断输入液态金属,通过冷却、铸造,连续轧出板卷坯料(即铸轧卷),并供给下道工序冷轧使用。连续铸轧是连续铸造和轧制工艺结合在一个工序中完成。
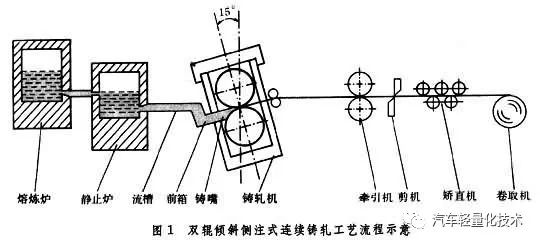
图10
3
连铸连轧通过连续铸造机将铝液铸造成一定厚度(一般约20mm)或一定截面积(一般约2000mm2)的锭坯,再进入后续的单机架或多机架热(温)板带轧机,直接轧制成为冷轧用的板带坯料。把传统的6道工序缩短为2道工序,铸造和轧制分别在不同的机器由两道独立的工序完成,但仍在同一生产线上作业。

图11 铝薄板(图源自忠旺)
注意:连续铸轧过程中铸造过程与轧制过程是完全同步的;而连铸连轧过程是先完成连续铸造,然后将坯料在后续的热轧机上完成轧制。

图12
冷轧与热轧
冷轧与热轧主要有以下几方面的区别:
1.价格:冷轧铝板工艺简单,价格要比热轧铝板便宜。
2.厚度:热轧板厚度为6-8mm,最小厚度为2.5-3mm;冷轧可轧至0.5-4.5mm,更小的有0.1-0.2mm的特薄或厚箔材。
3.生产工艺:冷轧是由铸扎机加工成铸坯卷(8mm厚度),再经过冷轧机加工而成;而热轧是由铝板锭(400-500mm厚度)加热,在高温下由热轧机轧制而成。生产时,冷轧采用纯油脂润滑剂,比如煤油。热轧采用含油3%~7%的乳化液。
4.原料:冷轧的坯料为铸坯卷(铸轧卷);热轧为铸造的铝锭。
5.性能:冷轧最终产品的延伸率比热轧最终产品的延伸率低;热轧铝板的表面质量好,力学性能较好,氧化效果好。
6.用途:冷轧铝板一般用于模具类;热轧铝板适合冲压拉伸。

图13 热轧(图源自西南铝)
那如何区分冷轧铝板和热轧铝板呢?
①目测:通常热轧铝板表面更加光亮;
②延伸率:通常热轧铝板的延伸率要比冷轧铝板的高;
③金相组织:热轧是经过90%以上热变形的加工组织,并在热轧过程或在国内金相同步再结晶,所以带坯的晶粒细密,各项性能均一;而冷轧带坯中间层呈羽毛状柱状晶分布的铸造组织。
图14 冷轧(图源自西南铝)
总结
目前,中国的铝材结构为:铝型材占50%,其次是铝板带箔材,占30%,铝压铸件仅占7%。作为汽车覆盖件及板件常用的轻量化手段之一,汽车车身铝薄板(中文简称ABS)的成形工艺研究是相对有必要的。汽车覆盖件用铝板目前主要依靠进口,这是制约我全铝车身的一大关键因素。
钢铝车身结构研究的同时,我们更应注意上游技术的研究与开发,真正做到中国制而不是中国造,说的就是这个吧!
·end·
—如果喜欢,快分享给你的朋友们吧—
我们一起愉快的玩耍吧