
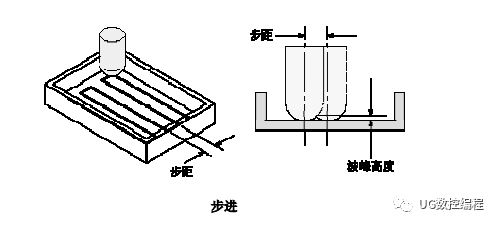
步进 Stepover
步进允许您指定切削刀路间的距离。您可通过输入一个常数值或刀具直径的百分比,直接指定该距离;也可通过输入波峰高度并允许系统计算切削刀路间的距离,间接指定该距离。

您还可通过为系统指定在确定步进大小时使用的允许范围,或指定步进大小和相应的刀路数目,来定义可变步进。
步进提供了以下选项:

以上的每个“步进”选项都需要您输入值或值的范围。您应在此选项下的文本字段中输入“距离”、“高度”或“百分比”值(取决于选定的“步进”方式)。
“可变”选项将打开其他对话框。
以下将介绍各个“步进”选项及其所需的输入值。
常数
常数允许您指定连续切削刀路间的固定距离。如果指定的刀路间距不能平均分割所在区域,系统将减小这一刀路间距以保持恒定步进。

在上图中,用户指定的步进距离是 0.750,但系统将其减小为 0.583 以在宽度为 3.50 的切削区域中保持恒定步进。
对于“轮廓”和“标准驱动”模式,“常数”允许您通过指定“附加刀路”值来指定连续切削刀路间的距离以及偏置的数量。
“附加刀路”定义了除沿边界切削的“轮廓”或“标准驱动”刀路之外的其他刀路的数量。

残余波峰
残余波峰允许您指定残余波峰高度(两个刀路间剩余材料的高度),从而在连续切削刀路间建立起固定距离。系统将计算所需的步进距离,从而使刀路间剩余材料的高度不大于指定的残余波峰高度。由于边界形状不同,所计算出的每次切削的步进距离也不同。为保护刀具在切除材料时负载不至于过重,最大步进距离被限制在刀具直径长度的三分之二以内。

对于“轮廓”和“标准驱动”模式,“残余波峰”允许您通过指定“附加刀路”值来指定残余波峰高度以及偏置的数量。“附加刀路”是指沿边界那条刀路以外的其他一些刀路(参见图两个附加刀路)。
刀具直径
刀具直径允许您指定刀具直径的百分比,从而在连续切削刀路之间建立起固定距离。如果刀路间距不能平均分割所在区域,系统将减小这一刀路间距以保持恒定步进(参见图系统保持恒定步进)。
对于“球头立铣刀”,系统将使用整个刀具直径作为“有效刀具直径”。对于其他刀具,“有效刀具直径”按 D - 2CR 计算。

对于“轮廓”和“标准驱动”模式,“刀具直径”允许您通过指定“附加刀路”值来指定连续切削刀路间的距离以及偏置的数量。“附加刀路”是指沿边界的“轮廓”或“标准驱动”刀路以外的其他一些刀路(参见图两个附加刀路)。
可变
可变选项可以为“往复”、“单向”和“单向轮廓”创建步进,该步进距离能够不断调整以保证刀具始终与边界相切并平行于 Zig 和 Zag 切削。对于“跟随周边”、“跟随部件”、“轮廓”和“标准驱动”模式,“可变”允许您指定多个步进大小以及每个步进大小所对应的刀路数量。
系统将根据切削类型显示以下两个对话框之一。

对于“往复”、“单向”和“单向轮廓”,“可变”选项允许您建立一个允许的范围值,系统将使用该值来决定步进大小和刀路数量。系统将计算出最少步进数量,这些步进可以将平行于 Zig 和 Zag 刀路的壁面间的距离平均分割,同时系统还将调整步进以保证刀具始终沿着壁面进行切削而不会剩下多余的材料。

在上图中,用户指定的“最大步进”是 0.500,“最小步进”是 0.250。系统计算得出八个步进为 0.363 的刀路。这一计算出的步进值可保证刀具在切削时相切于所有平行于 Zig 和 Zag 切削的壁面。
如果为最大和最小步进指定相同的值,系统将严格地生成一个固定步进值,这可能导致刀具在沿平行于 Zig 和 Zag 切削的壁面进行切削时留下未切削的材料,如下图所示。

对于“跟随周边”、“跟随部件”、“轮廓”和“标准驱动”模式,“可变”允许您指定多个步进大小以及每个步进大小所对应的刀路数量。
对话框的第一部分始终对应于距离边界最近的刀路。对话框随后的部分将逐渐向腔体的中心移动,如下图所示。

当结合的“步进大小”和“刀路数量”超出或无法填满要加工的区域时,系统将从切削区域的中心减去或添加一些刀路。
例如在下图中,结合的“步进大小”和“刀路数量”超出了腔体的大小。系统将保留指定的距边界最近的“刀路数量”(2 个刀路),但将减少腔体中心处的刀路数量(从指定的 10 个减少到 5 个)。

注意:“可变”选项实质上定义了“轮廓”或“标准驱动”中使用的附加刀路。因此“附加刀路”选项将处于非激活状态。使用“轮廓”或“标准驱动”时为“附加刀路”输入的值不会影响到处理器的工作。
