
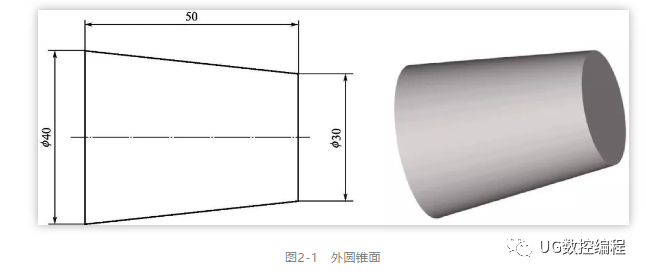
数控车削加工如图2-1所示外圆锥面,设毛坯直径ϕ42,试编制宏程序加工。
建立如图2-2所示外圆锥面车削加工几何参数模型,毛坯直径A,长度L,圆锥大径D,圆锥小径d。

首先给相关参数赋值:

精加工路线如图2-3所示A→B→C→D→A,编制精加工部分程序:

☞
为什么B点的X值为“#3-2*#6”?在图2-4中,将圆锥面延伸2mm到B点,得到左段长为L的圆锥与右端长为2的圆锥锥度相等,所以有:

解得B点的X坐标值:XB=d-2C=d-2 ,所以B点的X值用宏程序表示为“#3-2*#6”,其中#6为圆锥锥度值。
将变量赋值和精加工两部分程序“组装”起来就可以用宏程序实现精加工了,结果如图2-5所示。

接下来可以通过平移如图2-3所示A→B→C→D→A梯形路线,分层切削实现该圆锥面的粗精加工,分析几何参数模型可得总加工余量为毛坯直径A-圆锥小径d。以加工余量为变量,采用WHILE循环语句编制加工程序如下,想学UG编程可以加莫莫QQ1624392196领取学习资料和课程,程序中加粗部分可看作宏程序三个基本部分中的程序运算部分:

