
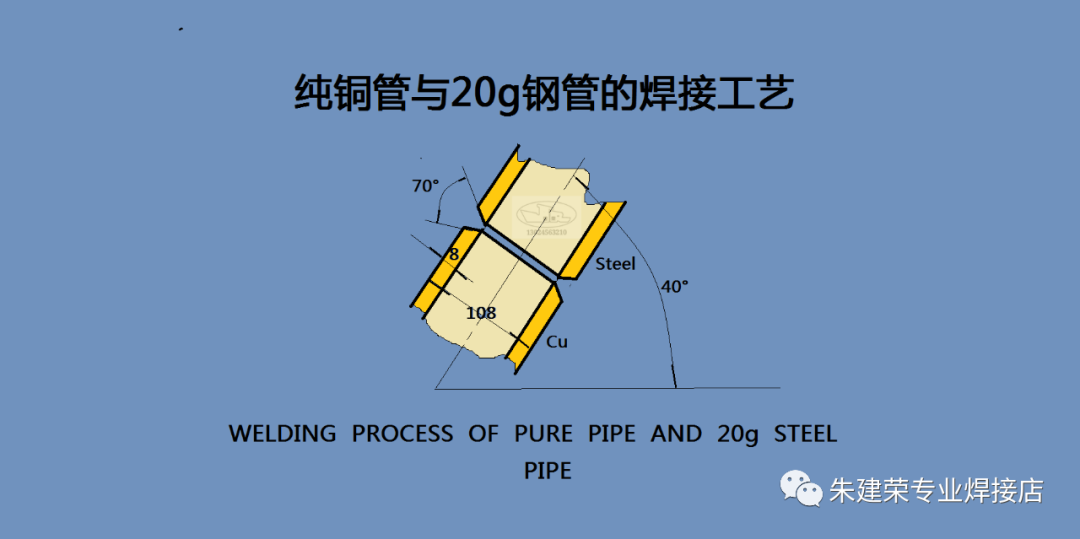
紫铜与碳钢的焊接一般常以黄铜钎焊的方法进行施焊。该管线焊接完成后,在进行水压试验时(试验压力2MPa),发现有一焊口泄漏严重,经重新焊补后,仍泄漏严重,成为棘手难题。经分析,该焊口为现场施工中最后安装剩下的一个碰头固定焊口,并在爬坡的位置上,焊工施焊十分不便。同时又分析出,该位置不适合钎焊方法,一是由于钎焊的温度不易控制,温度低,易造成钎料熔合不良,而钎焊温度过高,钎料氧化,也易产生熔合不良、气孔、夹渣等缺陷;二是焊口处在爬坡斜面焊位置,在仰焊位钎焊易形成钎料倒流,也造成了熔合不良等缺陷,接头形式见图。
采用焊条电弧焊方法将其完成,具体做法如下:
(1)焊前准备
①将焊口区域的黄铜钎料打磨干净,并露出原坡口形状。原坡口形状为65°(组对坡口)。②焊机:逆变电焊机(300A),直流反接。③焊条:T107,Φ3.2mm焊条经200℃烘焙lh,随用随取。
(2)焊接
①定焊位,施焊前,应先用氧-乙炔火焰将铜管坡口以外60mm处预热,预热温度为750℃左右(呈暗红色),立即用Φ3.2mm的T107焊条,焊接电流140-150A进行点固定位焊,定位焊点为三处(即管圆面按时钟分3点、12点、9点三处),长度为≥15mm,焊缝高度为≤3mm,定位焊两端磨成缓坡状,以利接头。
②打底焊,施焊中,一人配合用氧-乙炔火焰预热铜管一侧,使焊接层温度不低于700℃。施焊者采用Φ3,2mm的T107焊条,焊接电流140~150A进行焊接,焊条应偏向紫铜坡口侧,焊条作划圆运条“断弧焊”向上运动,即每划一个圆圈式运动(形成一个熔池)就断弧,等熔池温度稍冷却,又重新起弧再做一个圆圈式运动,就这样一个熔池一个熔池地完成打底焊,填满弧坑。
③盖面焊,盖面时时用三道焊缝堆焊而成,焊缝施焊中要保持层间温度700℃左右(指铜管侧),仍采用Φ3.2mm的T107电焊条。第一道焊接速度稍慢些,采用斜柱圆圈式运条方式,焊条在铜管侧,并熔过铜管坡口边缘2mm左右稍停,防止产生铜水下流,形成焊瘤;盖面焊的第二道焊缝焊接时要压过盖面焊第一道缝的1/2;第3道焊缝焊接时要压过盖面焊第一道缝的1/3,并也要超过钢管坡口边缘2mm,以防咬边,运条方式与盖面焊的第一道焊相同。
盖面焊注意的问题如下:
一是焊接中铜管一侧要始终保持700℃温度,如施焊中一出现铜焊条熔化不良,就应立即停下,说明预热温度低,应重新预热,直到呈暗红色(700℃左右)时再继续焊接。二是焊条的角度随管子的曲率变化而变化,施焊中防止“混渣”现象。三是每焊完一道彻底清理焊渣后,用平头锤锤击焊缝,以消除应力,改善焊缝质量。四是电弧的作用应主要偏向紫铜管一侧,严格“偏熔法”进行焊接,以防产生裂纹。
返修后的焊缝经2.5MPa水压试验后无泄漏,证明焊接工艺是合理的。
