缸套作为往复式发动机或泵的中心工作部分应用十分广泛,但由于其工作环境恶劣,缸套的强度、硬度、耐热性和耐磨性要求都非常高,因此缸套的车削、切槽加工一直是个难题,直到立方氮化硼(CBN)刀具的出现,难加工的缸套车削、切槽问题才有所好转,今天我们就结合缸套加工的现场案例,来聊一聊缸套的加工工艺以及缸套加工用立方氮化硼(CBN)刀具应该怎么选,在这之前,我们需要对缸套有一个大致的了解~

缸套图示
缸套主要分为湿式气缸套和干式气缸套,其加工工艺大致如下:
1、湿式气缸套加工工艺
铸造毛坯—粗车—粗镗—车工艺外圆—精镗—精车水档—切槽—粗珩—精细车—精珩
2、干式气缸套
铸造毛坯—粗车—粗镗—车工艺外圆—精镗—半精车—精车—粗珩—车端面及外圆—粗磨外圆—精磨外圆—精珩
缸套的材质主要为球墨铸铁、合金铸铁、高磷铸铁、含硼铸铁、稀土钙铸铁、等含磷或含硼的耐磨合金铸铁,有些强化内燃机甚至还会用到耐热耐腐蚀的氮化钢,这些材质的硬质点很高,传统的硬质合金刀具磨损很快,并且切削速度极低,整个加工效率都难以提升,更难搞的是有些材料传统的硬质合金刀具根本无法加工。
而耐磨性强、硬度高的立方氮化硼(CBN)刀具不仅能延长气缸加工刀具的使用寿命,降低加工成本,还能在保证高精度和低粗糙度的情况下实现高速切削,毫不夸张地说,立方氮化硼(CBN)刀具的出现,使机械切削加工技术发生了革命性的变化。
缸套加工用CBN刀具
目前,立方氮化硼(CBN)刀具在气缸加工中的应用主要包括以下几个部位:缸套的上下腰带、外圆、水套壁、封水槽、倒角、平端面等。
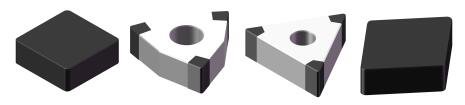
常用的立方氮化硼(CBN)刀具主要有BN-S300牌号和BNK30牌号的立方氮化硼(CBN)刀具,其中BN-S300牌号为整体聚晶CBN刀具,可大余量切削气缸套毛坯,并且可以实现高效粗、精加工。而BNK30牌号的立方氮化硼(CBN)刀具为镶嵌式CBN刀具,只有刃口是CBN材质,一般用于缸套精加工工序,能够保证加工缸套的表面光洁度和尺寸精度要求。
今天就结合具体的缸套加工案例,和大家一起来看下立方氮化硼(CBN)刀具加工缸套的优势:
立方氮化硼(CBN)刀具加工硼铸铁缸套案例
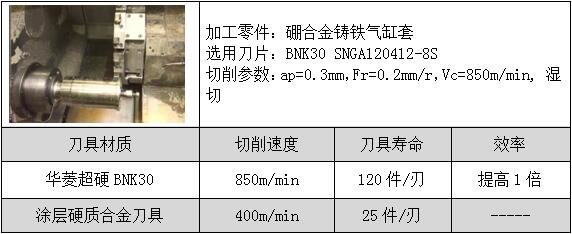
立方氮化硼(CBN)刀具加工硼铸铁缸套案例
硼铸铁气缸套硬度高,难加工,在加工过程中常出现刀具寿命低、表面粗糙度差等问题,BNK30牌号立方氮化硼(CBN)刀具不仅可以有效解决以上问题,还能在获得较高表面粗糙度的同时将加工效率提升一倍!

BNK30牌号立方氮化硼(CBN)刀具示意图
至于缸套的切槽刀具目前也有两类,一类是平头切削刃,一类是圆形切削刃,在缸套加工时,需要根据加工缸套的实际情况选择合适的缸套切槽刀具,常用的缸套加工切槽刀具规格如下:
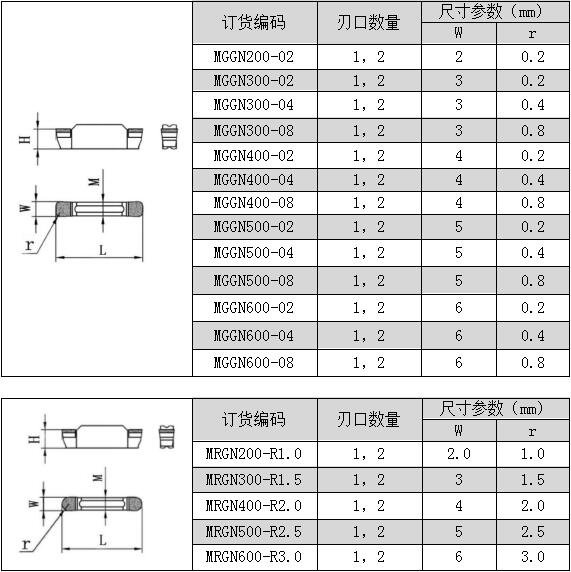
缸套加工切槽刀具规格详情
随着缸套行业的技术升级以及制作工艺的提升,对缸套的加工质量和加工效率也提出了更高的要求,在传统刀具无法满足缸套高质量高品质发展的情况下,立方氮化硼(CBN)刀具的出现正在助力缸套行业掀起一场全新技术革命,在为缸套加工企业降本增效的同时,连同整个缸套产业一起踏上高精密加工的新征程。