
摘 要:采用 CO2 气体保护焊对30mm 厚高强韧中锰钢板进行对焊试验,通过圆棒拉压疲劳 试验获得中锰钢焊接接头的应力幅-寿命曲线,测定了其高周疲劳极限并观察其断口形貌。结果表 明:在应力比为-1、循环次数为10 7 周次条件下,中锰钢焊接接头的高周疲劳极限为353 MPa;当 中锰钢焊接接头焊缝中存在明显的焊接缺陷时,疲劳裂纹萌生于微观缺陷处,而当焊缝中无焊接缺 陷时,疲劳裂纹萌生于试样表面熔合线位置,疲劳裂纹扩展区表面粗糙,存在着明显的二次裂纹,瞬 断区表面存在大量均匀细小的韧窝。
关键词:中锰钢;CO2 气体保护焊接头;高周疲劳;疲劳极限;疲劳断口
中图分类号:TG47 文献标志码:A 文章编号:1000-3738(2022)07-0047-04
0 引 言
随着石油、天然气等能源的开采逐渐由陆地和 浅海向深海和极地地区转移,高强韧海洋平台用钢 的需求量不断增加[1-2]。热轧中锰钢兼具高强度、优 异低温冲击韧性、屈强比可控和低成本等特点,在海 洋平台建造上有着广阔的应用前景[3-5]。海洋平台 是典型的超大焊接钢结构,其钢材料焊接性能的好 坏直接决定着海洋平台的使用寿命。在焊接热循环 作用下,中锰钢优异的强韧性能将会受到影响[6]。 此外,焊接接头中存在应力集中、残余应力和焊接缺 陷,也会进一步降低焊接接头的力学性能[7]。海洋平 台在波浪、海潮和极寒流冰的环境下服役,这就要求 海洋平台结构在具有高强韧性的同时,还需具有较好的抗疲劳性能和抗层状撕裂能力[8]。疲劳是指材料 在循环应力的作用下,在一处或几处逐渐产生局部的 永久性累积损伤,并在应力循环一定次数后产生裂纹 或裂纹进一步扩展直至发生完全断裂的过程[9]。与 母材相比,焊接接头对疲劳循环应力的敏感性更高, 产生裂纹的危险性更大,因此焊接结构的疲劳断裂通 常发生在焊接接头处,焊接结构的疲劳强度主要取决 于焊接接头的疲劳强度。
目前,有关热轧中锰钢的研究主要集中在显微 组 织、力 学 性 能、焊 接 性 能 和 疲 劳 性 能 等 方 面[2,6,10-11],但未见有关中锰钢焊接接头疲劳性能的 研究报道。为此,作者对30mm 厚高强韧中锰钢板 进行 CO2 气体保护焊,通过圆棒拉压疲劳试验获得 中锰钢焊接接头的应力幅-寿命(S-N)曲线,测定了 其高周疲劳极限,并观察其断口形貌,以期为中锰钢 在海洋平台建造上的推广应用奠定基础。
1 试样制备与试验方法
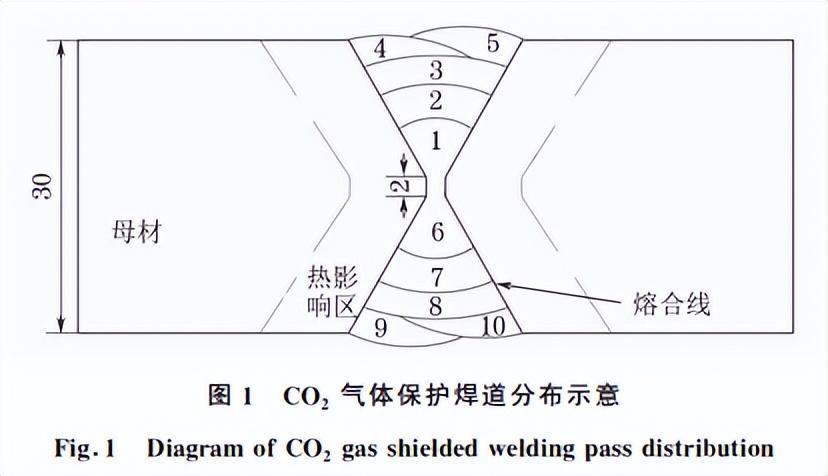
试验用母材为国内某钢厂生产的30mm 厚轧 制 态 中 锰 钢 板,其 化 学 成 分 (质 量 分 数/%)为0.05C,0.20Si,5.45Mn,0.008P,0.006S,其屈服强度 为723 MPa,抗拉强度为835 MPa,断后伸长率为 26.34%,-40 ℃冲击吸收功为149J。沿轧制方向 切取尺寸为400mm×200mm×30mm 的中锰钢 板,将钢板加工成对称的双 V 型坡口,单边坡度为 30°,钝边宽度为2mm。用螺栓固定对焊母材的相 对位置,组对间隙为2mm。在 CO2 半自动气体保 护焊焊机上,采用低合金高强钢实芯焊丝对中锰钢 板进行对焊试验。焊丝直径为1.2mm,化学成分(质 量分数/%)为0.08C,0.51Si,1.75Mn,0.009P,0.007S; 其屈服强度为670 MPa,抗拉强度为830MPa,断后 伸长率为19.0%,-20 ℃冲击吸收功为105J。焊前 预热温度为200℃,层间温度为180~200℃,焊接热 输入为15kJ·cm -1,焊后进行200 ℃保温120min 去氢处理,焊道分布如图1所示。
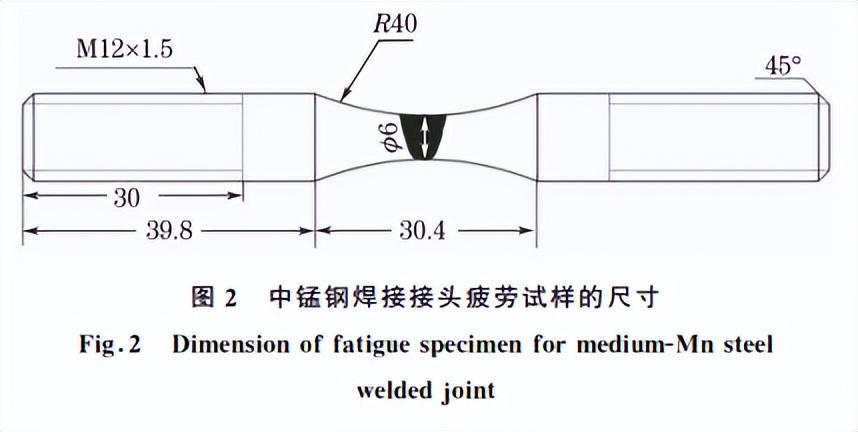
在焊接接头1/4厚度处垂直于焊缝方向截取尺 寸为?12mm×110mm 的光滑圆棒试样,焊缝位于 试样的中心,在试样两端分别加工出30mm 长规格 为 M12mm×1.5mm 的螺纹。由于疲劳试验对试 样表面粗糙度的要求较高,在对疲劳试样工作段铣 削和精车过程中,需要严格控制车削速度,在与最终 尺寸相差0.1mm 时,对试样进行精磨,消除试样表 面在加工过程中产生的残余应力,再用机械抛光的方法对工作段做最后表面处理,疲劳试样的尺寸如 图2所示。按照 GB/T3075—2008,在 GPS-100型 高频疲劳试验机上进行高周疲劳试验,采用纵向拉 压的加载方式,应力比R 为-1,循环应力波形为正 弦波,工作频率为150Hz,试验温度为室温,采用单 试样法建立中锰钢焊接接头的S-N 曲线,应力幅为 330~450 MPa;采用升降法确定中锰钢焊接接头的 条件疲劳极限,升降法的应力增量为20MPa。疲劳 试 验 结 束 后,使 用 FEIQuanta600 型 扫 描 电 镜 (SEM)观察疲劳断口微观形貌。
2 试验结果与讨论
2.1 S-N 曲线
由图3可以看出,随着应力幅的增加,焊接接头 的循环次数减少。究其原因,更大的应力幅导致更 大的疲劳累积损伤,加速了疲劳裂纹的萌生和扩展, 减少了疲劳断裂所需的循环次数。此外,焊接接头 对循环应力的敏感性高,疲劳数据分散性较大。
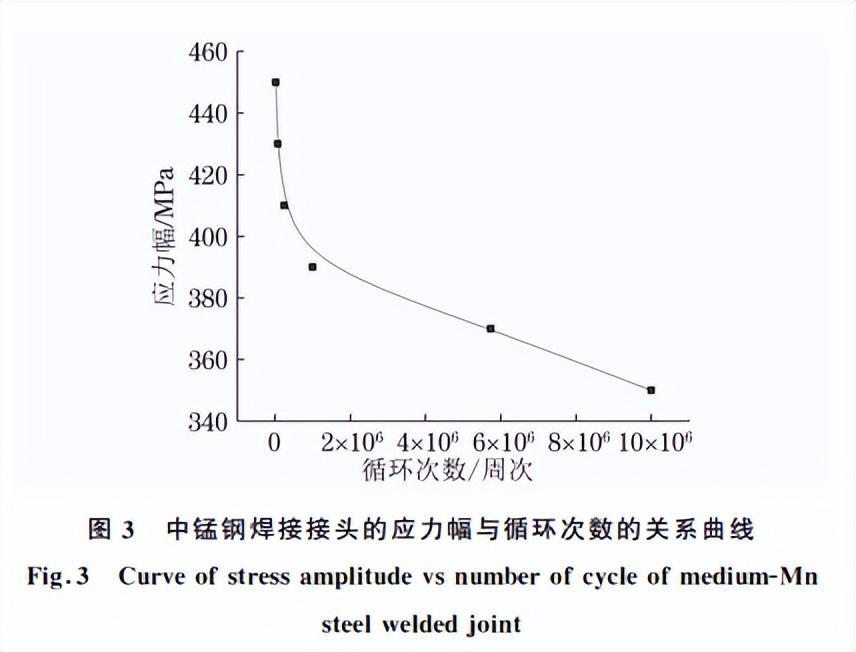
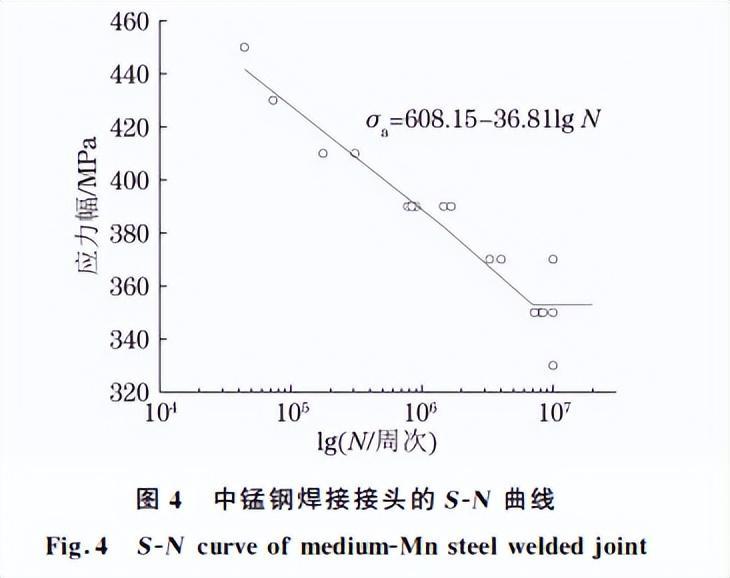
图4为中锰钢焊接接头在应力比为-1时应力 幅与寿命之间的关系曲线,即S-N 曲线。S-N 曲 线的水平直线段的应力幅即为中锰钢焊接接头的疲 劳极限,疲劳极限代表中锰钢焊接接头在此应力下 能经受无限次疲劳循环而不发生断裂。由图 4 可 知,当应力比为-1时,中锰钢焊接接头的高周疲劳 极限为353MPa。经回归计算可知,中锰钢焊接接 头在高于条件疲劳极限的应力幅σa 与寿命 N 满足 以下线性关系:
2.2 疲劳断口形貌
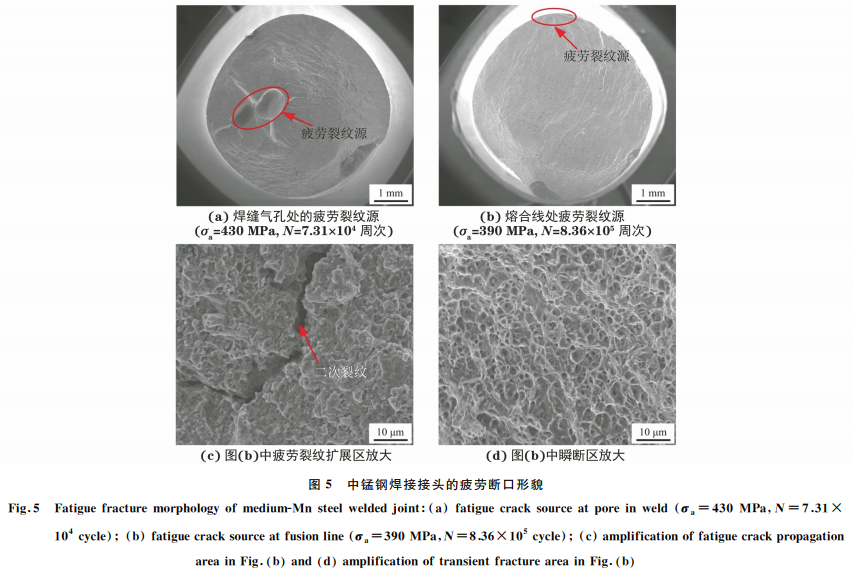
当焊缝中存在焊接缺陷时,疲劳裂纹源萌生于 微观缺陷处,疲劳源区平坦光亮,如图5(a)所示;此 时应力幅为430MPa,循环次数为7.31×10 4 周次, 疲劳裂纹源位于气孔处,这是由焊缝金属熔化时产 生的气体在焊缝凝固过程中未能及时逸出而产生 的。当焊缝无焊接缺陷时,疲劳裂纹萌生于试样表 面熔合线位置,在循环应力作用下,疲劳裂纹沿熔合线扩展,如图5(b)所示,此时的应力幅为390 MPa, 循环次数为8.36×10 5 周次。究其原因,中锰钢焊 接接头熔合线处的应力集中较严重,与母材相比疲 劳强度大幅度降低,再加上焊接缺陷及残余应力的 存在,熔合线成为了焊接接头疲劳性能最薄弱的环 节。疲劳裂纹扩展区存在与疲劳裂纹扩展方向一致 的放射线条,呈扇形向前扩展,而且疲劳裂纹扩展区 表面粗糙,存在明显的二次裂纹,如图 5(c)所示。 瞬断区表面存在大量均匀细小的韧窝,韧窝较浅,直 径为1~5μm,如图5(d)所示。
2.3 疲劳强度的影响因素
由于焊接接头中存在应力集中、残余应力以及 夹渣、气孔等焊接缺陷,因此接头的疲劳试验数据呈 现出相当大的分散性,疲劳极限也大幅度低于母材的疲劳极限(450 MPa)[11]。当焊缝金属中存在气 孔时,这些气孔可以认为是“先天”的疲劳裂纹源,在 疲劳载荷作用下该处产生应力集中,使得疲劳过程 直接进入到裂纹扩展阶段,从而减少了疲劳断裂所 需的循环次 数,降 低 焊 接 接 头 的 疲 劳 强 度[12]。此 外,熔合区是焊接接头中的一个薄弱环节,该区域存 在显微组织突变,易出现晶界液化现象,为疲劳裂纹 的萌生提供了有利条件。焊接接头中的应力集中主 要产生于焊趾、焊根等几何不连续处,在循环载荷作 用下,在这些位置处极易萌生疲劳裂纹,最终导致疲 劳断裂。若焊接接头处存在结构截面突变,则其应力 集中程度更为严重,更容易萌生疲劳裂纹。除应力集 中和焊接缺陷外,焊接残余应力是降低钢焊接接头疲 劳强度的另一个重要因素。由于焊接过程的复杂性 和偶然性,焊接接头在不均匀加热和冷却过程中极易 产生残余应力,残余应力的存在改变了疲劳试验过程 中的有效平均应力水平。当应力比不低于0时,在循 环拉应力作用下,残余应力较快得到释放,对焊接接 头疲劳强度的影响较小;而当应力比为-1时,残余 应力会显著降低焊接接头的疲劳强度[13]。
焊接结构的疲劳破坏主要起源于焊接接头应力 集中区域。在实际焊接结构中,可采用表面机械打 磨的方法减弱焊缝及附近的缺口效应,使母材、热影 响区和焊缝之间平缓过渡,降低焊接接头的应力集 中程度。当焊缝中存在微裂纹、夹渣和气孔等焊接 缺陷时,焊接接头的疲劳强度取决于焊缝金属抵抗 疲劳裂纹扩展的能力[14],此时无法采用表面机械打 磨的方法降低应力集中。优化焊接工艺参数,可减 少焊接缺陷,提高焊接质量,在一定程度上改善接头 中的残余应力分布[15-16]。同时,合适的后热处理工 艺可以细化热影响区的显微组织,降低焊接接头内 的残余应力,从而提高焊接接头的疲劳性能[17]。
综上可知,应力集中、残余应力和焊接缺陷是影 响焊接接头疲劳强度的主要因素。优化焊接工艺参 数以降低焊接接头应力集中以及应用合适的焊后热 处理工艺消除残余应力是改善焊接接头疲劳性能的 有效措施。
3 结 论
(1)当应力比为-1时,中锰钢焊接接头对循环 应力的敏感性高,疲劳数据分散性较大,高周疲劳极 限为353MPa,在高于条件疲劳极限的应力幅σa 和 循环次数 N 的关系为σa=608.15-36.81×lgN。
(2)当中锰钢焊接接头焊缝中存在明显的焊接 缺陷时,疲劳裂纹萌生于微观缺陷处,而当焊缝中无 焊接缺陷时,疲劳裂纹萌生于试样表面熔合线位置, 疲劳裂纹扩展区表面粗糙,存在着明显的二次裂纹, 瞬断区表面存在大量均匀细小的韧窝。
参考文献:
[1] LIU H,DU L X,HUJ,etal.Interplaybetweenreversed austeniteandplasticdeformationinadirectlyquenchedand intercriticallyannealed0.04C-5Mnlow-Alsteel[J].Journal ofAlloysandCompounds,2017,695:2072-2082.
[2] 齐祥羽,董 营,胡 军,等.高 强 韧 低 碳 中 锰 钢 的 弯 曲 疲 劳 性 能 [J].东北大学学报(自然科学版),2018,39(12):1712-1716. QIX Y,DONG Y,HUJ,etal.Bendingfatiguepropertyof low-Cmedium-Mnsteelwithhighstrengthandtoughness[J]. JournalofNortheasternUniversity(NaturalScience),2018,39 (12):1712-1716.
[3] HUJ,DU L X,SUN G S,etal.Thedeterminingroleof reversedausteniteinenhancingtoughnessofanovelultra-low carbon medium manganesehighstrengthsteel [J].Scripta Materialia,2015,104:87-90.
[4] SUN C,LIU S L, MISRA R D K.etal.Influence of intercriticaltemperingtemperatureonimpacttoughnessofa quenched and tempered medium-Mn steel: Intercritical temperingversustraditionaltempering[J].MaterialsScience andEngineering:A,2018,711:484-491.
[5] HUJ,DU L X,XU W,etal.Ensuringcombination of strength,ductilityandtoughnessin medium-manganesesteel throughoptimizationofnano-scalemetastableaustenite [J]. MaterialsCharacterization,2018,136:20-28.
[6] QIXY,DULX,HUJ,etal.Enhancedimpacttoughnessof heataffected zonein gas shield arc weld joint oflow-C medium-Mnhighstrengthsteelbypost-weldheattreatment [J].SteelResearchInternational,2018,89:1-8.
[7] 中国机械工程学会焊接学会.焊接手册[M].北京:机械工业 出版社,2007. Welding Society of China Mechanical Engineering Society. Weldinghandbook[M].Beijing:ChinaMachinePress,2007.
[8] 齐祥羽,朱晓雷,胡军,等.低碳中锰 Q690F高强韧中厚板生产 技术[J].东北大学学报(自然科学版),2019,40(4):483-487. QIXY,ZHUXL,HUJ,etal.Productiontechnologyoflow-C medium-Mn Q690F highstrength andtoughness mid-thick steelplate[J].JournalofNortheastern University (Natural Science),2019,40(4):483-487.
[9] 钟群鹏,赵子华.断口学[M].北京:高等教育出版社,2006. ZHONG QP,ZHAOZH.Fractography[M].Beijing:Higher EducationPress,2006.
[10] HANJ,NAM JH,LEE Y K.Themechanism ofhydrogen embrittlementinintercriticallyannealed medium Mn TRIP steel[J].ActaMaterialia,2016,113:1-10.
[11] QIXY,DULX,HUJ,etal.High-cyclefatiguebehavior oflow-C medium-Mn high strength steel with austenitemartensitesubmicron-sizedlath-likestructure[J].Materials ScienceandEngineering:A,2018,718:477-482.
[12] 齐祥羽.高强中锰钢焊接热循环下的 组 织 性 能 与 断 裂 行 为 [D].沈阳:东北大学,2019. QIX Y. Microstructureand properties ofhigh strength medium manganesesteelunderweldingthermalcycleandits fracturebehavior[D].Shenyang:Northeastern University, 2019.
[13] 霍立兴.焊接结构的断裂行为及评定[M].北京:机械工业出 版社,2000. HUO L X.Fracture behavior and evaluation of welded structures[M].Beijing:ChinaMachinePress,2000.
[14] XU W,WESTERBAAN D,NAYAK SS,etal.Tensileand fatiguepropertiesoffiberlaserweldedhighstrengthlowalloy andDP980dual-phasesteeljoints[J].MaterialsandDesign, 2012,43:373-383.
[15] BUSSU G,IRVINGPE.Theroleofresidualstressandheat affected zone properties on fatigue crack propagation in friction stir welded 2024-T351 aluminium joints [J]. InternationalJournalofFatigue,2003,25(1):77-88.
[16] MA N S,CAIZ P,HUANG H,etal.Investigationof weldingresidualstressinflash-buttjointofU71Mnrailsteel bynumericalsimulationandexperiment[J].Materialsand Design,2015,88(25):1296-1309.
[17] CHENG X H,FISHERJ W,PRASK H J,etal.Residual stressmodificationbypost-weldtreatmentanditsbeneficial effect on fatigue strength of welded structures [J]. InternationalJournalofFatigue,2003,25(9/10/11):1259- 1269.
<文章来源 >材料与测试网> 期刊论文 > 机械工程材料 > 46卷 > 7期 (pp:47-50)>