
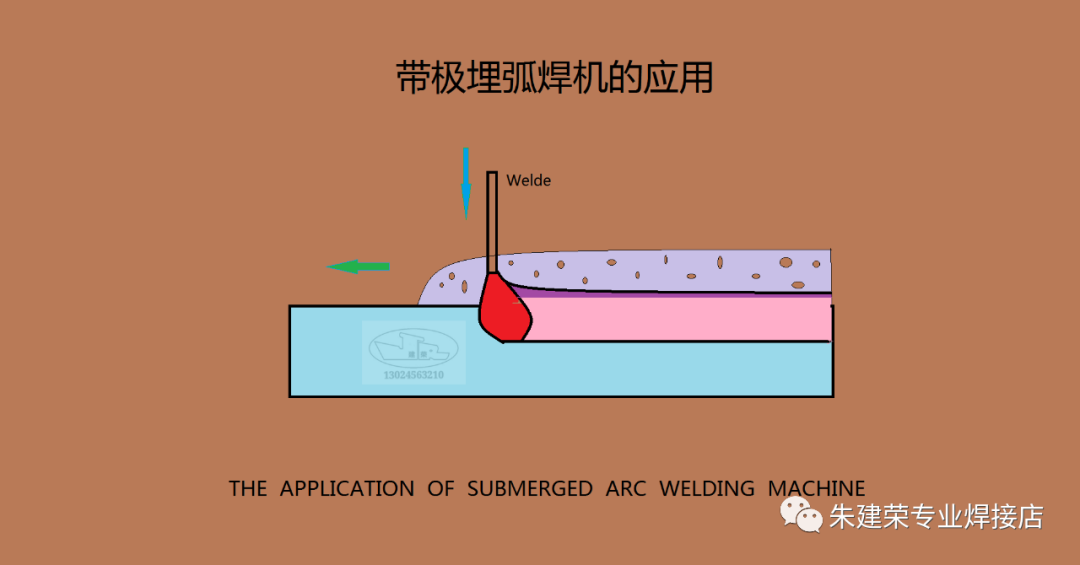
带极埋弧堆焊机是使用带状电极作为熔敷材料的高效率表面耐蚀层堆焊设备,其基本组成与普通SAW焊机大致相同,但其焊嘴为扁平状,焊带送进滚轮为圆柱状。与之相配套的辅助设备还有操作机(安装固定机头)及变位机(放置和固定待焊件)。
它所配电源多为平外特性或下降外特性的大功率的弧焊整流器(额定电流在1500A以上)。堆焊时变位机旋转,机头不动,以使电弧保持在近似的水平位置上燃烧。
焊带多为超低碳的不锈钢,如309L、316L、347L等。焊带多为平面状,也有为增加刚性而采用曲面状(称成型带极),常用尺寸为厚0.4~0.5mm,宽40~100mm。焊剂均为碱性烧结型。
为减少咬边,有利于焊道成形平整,往往采用直流反极性施焊。采用直流正极性可提高熔敷效率、减小熔深、降低堆焊层的稀释率,但要带磁控装置来改善焊道成形,克服咬边。
近年来带极堆焊正在向宽带极、多带极、成型带极方面发展,并且开发出了实用的电渣带极堆焊或电弧一电渣联合带极堆焊工艺,以进一步提高堆焊熔敷效率,降低稀释率。这些工艺已经应用于生产。
近几十年来,带极埋弧堆焊技术发展迅速。对于大面积施焊,它已逐渐取代热丝等离子弧堆焊、熔化极气保护堆焊、多丝埋弧堆焊等技术,在高温高压临氢设备内壁耐蚀层堆焊得到广泛应用,例如:大型化肥装置中尿素合成塔上下封头内壁、二氧化碳汽提塔封头内壁、管板等部件,石油裂化装置中加氢反应器的内壁,核电站一回路中的反应堆压力壳、稳压器、蒸发器等内壁的耐蚀层堆焊等等。
