

原标题:【成形工艺】我要学铝成形-铝挤压基础
铝型材生产的首道工序是熔铸,其经过配料、熔炼和铸造等步骤,最终制成铝型材常用的原料“圆铸棒”。然后再根据铝型材的产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形,在挤压时还有一个风冷淬火过程及其后的人工时效过程,以完成热处理强化。今天,我们就一起来看看铝合金挤压的基础知识。
工艺简介
挤压成形是对盛在容器( 挤压筒) 内的金属锭坯施加外力,使之从特定的模孔中流出,从而获得所需断面形状和尺寸的一种塑性加工方法,如图1所示。

图1 金属挤压的基本原理
目前,汽车用挤压铝材90%以上是用6系合金生产的,用2系、5系与7系合金挤压的仅是少数。

图2 铝棒
视频1:铝挤压过程介绍
优缺点
挤压加工具有以下优点:
1 提高金属的变形能力
纯铝的挤压比可以达到500,纯铜的挤压比可达400,钢的挤压比可达40-50。对于一些采用轧制、锻压等其他方法加工困难的乃至不能加工的低塑性难变形金属和合金,甚至有如铸铁一类脆性材料,也可以采用挤压法进行加工。

图3 挤压模具
2 制品综合质量高
挤压变形可以改善金属材料的组织,提高其力学性能,特别是对于一些具有挤压效应的铝合金,其挤压制品在淬火时效后,纵向(挤压方向)力学性能远高于其他加工方法生产的同类产品。

图4 挤压机
3 产品范围广
挤压加工不仅可以生产断面形状简单的管、棒、线材,而且还可以生产断面形状非常复杂的实心和空心型材、制品断面沿长度方向分阶段变化和逐渐变化的变截面型材。尺寸范围也非常广,从断面外接圆直径达500-1000mm的超大型管和型材,至断面尺寸有如火柴棒大小的超小型精密型材。

图5 部分铝挤压型材断面图
(图片来自铝型材加工实用技术手册)
当然,挤压工艺也有一定的局限性,如制品组织性能不均匀;挤压工模具的工作条件恶劣、工模具耗损大;生产效率较轧制低等。
视频2:了不起,我的国!
分类
根据挤压方向不同,挤压工艺可分为:正向挤压、 反向挤压、侧向挤压。
1 正向挤压
挤压过程中制品流出方向与挤压轴运转方向相同的挤压方法称为正挤压,如图6所示。正向挤压是最基本的挤压方法。

图6 正向挤压原理图
2 反向挤压
金属挤压时制品流出方向与挤压轴运转方向相反的挤压,称为反挤压,如图7所示。反挤压主要用于铝合金管材与型材的热挤压成形,以及各种铝合金零件的冷挤压成形。
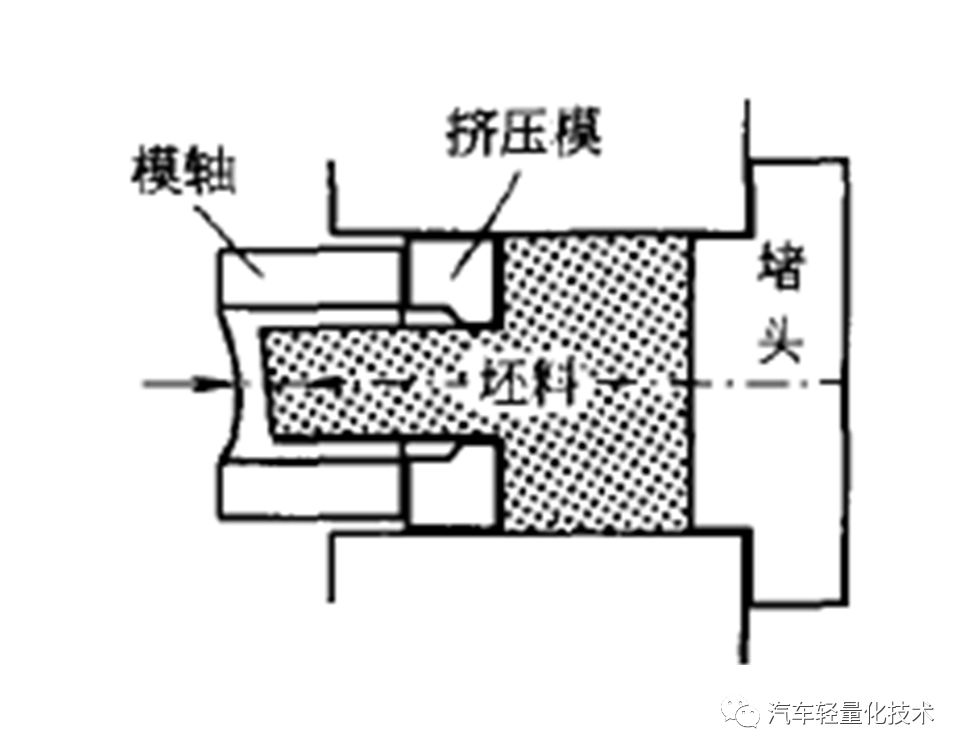
图7 反向挤压原理图
3 侧向挤压
金属挤压时制品流出方向与挤压轴运转方向垂直的挤压,称为侧向挤压,如图8所示。反挤压主要用于铝合金管材与型材的热挤压成形,以及各种铝合金零件的冷挤压成形。
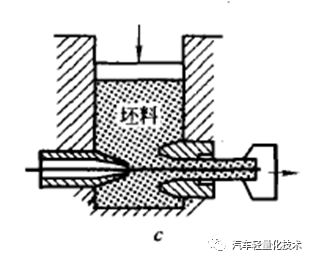
图8 侧向挤压原理图
工艺流程
广义的铝挤压过程可以说是从产品设计过程就开始了,因为我们对产品的性能要求主要取决于产品的设计形状,而产品的形状直接决定了挤压模具的形状。详细的流程如图9所示。

图9 铝挤压流程图
实际的挤压是从挤压用铝铸棒开始,铝铸棒在挤压前必须加热使其软化,加热好的铝铸棒放入挤压机的盛锭筒内,然后由大功率的油压推动挤压杆,挤压杆的前端有挤压垫,这样被加热变软的铝合金在挤压垫的强大压力作用下从模具精密成型孔挤出,得到最终的产品,具体的操作过程如图10所示。

图10 型材生产实物展示
铝棒就是挤压过程的坯料,挤压用铝棒可以是实心也可以是空心的,通常是圆柱体,长度由挤压盛锭筒决定。铝棒通常是通过铸造成型,也有的锻造或粉末锻压成型。通常是由调好合金成分的铝合金棒材锯切而成。铝棒通过加热炉一般加热至450度,之后被送至成型,最终大约有10%的铝棒被剩余在盛锭筒内。铝铸棒各部分的温度大致如图11所示。

图11 挤压成型各部分温度
视频3:铝棒挤压成铝型材,这机械设备厉害了
总结
中国铝型材工业经过50多年的发展,成为了世界上铝型材生产大国。从铝挤压材的品种来看,我国铝挤压材主要以铝型材为主。中国的挤压铝型材工业一直保持产量快速发展和产能过剩局面。
目前,国内车型对铝材的应用热情还不是很高,铝材在我国汽车行业中的发展空间还很大。并且,我们对铝型材的连接技术也用得较为局限,这些都是我们接下来应该研究的内容!
·end·
—如果喜欢,快分享给你的朋友们吧—
我们一起愉快的玩耍吧
往期精选